Usiner les transmissions avec la méthode du power skiving

Harish Maniyoor, responsable produits pour l’automobile chez Sandvik Coromant, explique comment de nouvelles voies s’ouvrent grâce des nouveautés pour l’usinage de transmissions.
Les ateliers d’usinage doivent faire face à des variations de la demande depuis le début de la pandémie de Covid-19. Mais, quel que soit le contexte, la réduction des coûts reste une priorité. C’est particulièrement vrai dans le secteur du taillage d’engrenages. Les fabricants ont besoin de méthodes plus flexibles pour fabriquer des engrenages, mais cela ne favorise pas toujours la maîtrise des coûts.
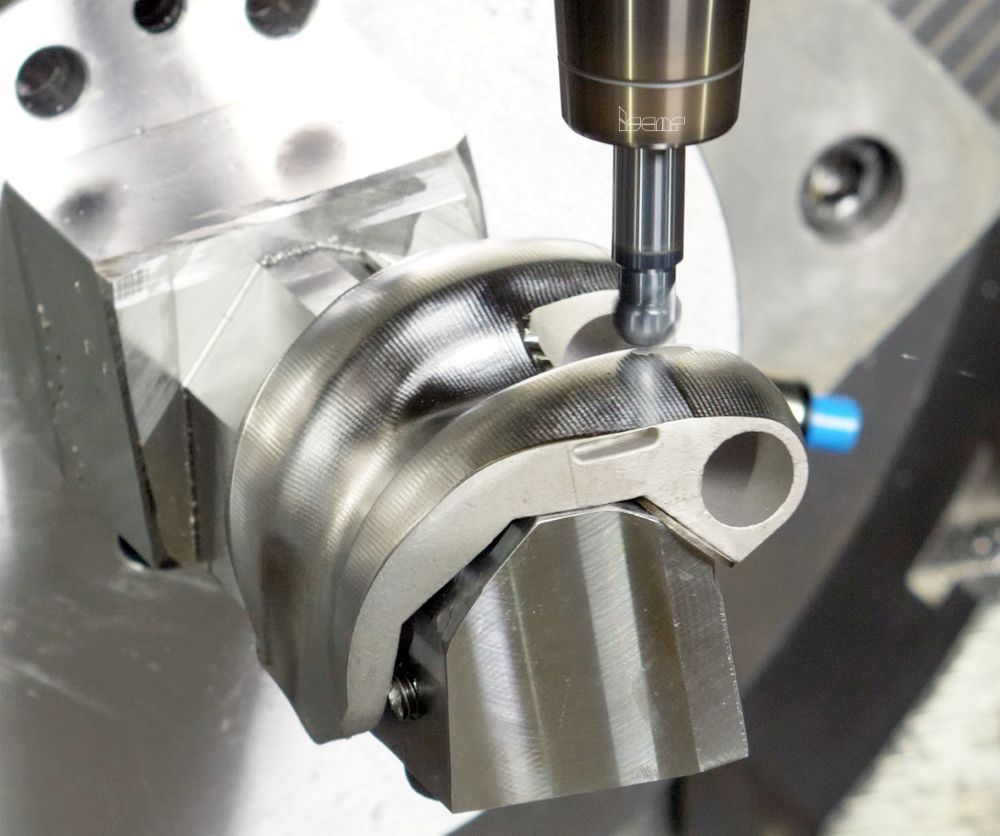
Traditionnellement, le taillage d’engrenages s’effectue dans des machines spécialisées avec des process très spécifiques, surtout lorsqu’il s’agit de production en grandes séries. Cela se traduit par des limitations, et, souvent, par des coûts élevés. Des nouveautés pour l’usinage de pièces de transmissions pourraient permettre de dépasser ces limites. La méthode du power skiving utilise un outil rotatif qui s’engrène sur la pièce afin d’y tailler une denture. C’est un process continu qui permet d’usiner des engrenages en une seule étape. Le power skiving combine les techniques du taillage à la fraise-mère et du brochage, en veillant à ce que l’axe de l’outil et de la denture se croisent selon un angle précis à une vitesse de rotation spécifique, afin de favoriser la productivité.
Usinage plus délicat
Cette méthode existe depuis plus de trois décennies, aussi pourquoi est-il intéressant de l’aborder dans cet article ? En fait, les changements dans le paysage de l’usinage redéfinissent la donne dans différents secteurs, notamment la fabrication de transmissions pour les véhicules électriques.
L’idée que les voitures électriques n’ont pas besoin de boîtes de vitesses connaît une remise en cause. Les modèles les plus récents de Tesla et de Porsche sont, en effet, équipés de plusieurs rapports de transmission. Les moteurs électriques peuvent tourner à des vitesses beaucoup plus élevées, de l’ordre de 20 000 tr/mn, que les moteurs à combustion interne qui sont limités à des vitesses de rotation de 4 000 à 6 000 tr/mn. Une boîte de vitesse de réduction est nécessaire pour réduire la vitesse de rotation des moteurs électriques.
Les transmissions des voitures électriques sont aussi soumises à plus de contraintes en raison de la grande vitesse de rotation, et leur usinage est donc plus délicat. De plus, dans la production de ces pièces, les fabricants doivent maintenir des débits copeaux élevés pour pouvoir produire suffisamment. Par ailleurs, les boîtes de vitesses pour voitures électriques doivent aussi être plus silencieuses, car leur bruit n’est pas couvert par celui du moteur [On en parle d’ailleurs dans MPLE#6, l’émission TV de Machines Production, à retrouver sur notre site Machinesproduction.fr]. Les pièces doivent donc avoir des tolérances plus serrées, ce qui complique l’usinage.
Cannelures et dentures
Pour les ateliers, la question est donc de savoir s’il faut privilégier la productivité ou autre chose. La recherche d’un équilibre ne peut se baser uniquement sur les process de fabrication traditionnels. Dans cette optique, la méthode du power skiving permet d’usiner complètement les pièces en un seul montage dans des machines multifonctions et des centres d’usinage. Cela permet d’améliorer la qualité et de réduire les délais de production, les manipulations et les coûts logistiques. L’intérêt de cette approche est devenu évident lorsqu’un grand équipementier automobile en Suède a demandé à Sandvik Coromant de lui proposer une solution d’usinage.
Le power skiving a été mis à l’étude en collaboration entre l’équipe de développement de la société et Sandvik Coromant. Il est apparu que c’était une méthode intéressante en se basant sur la fraise à plaquettes indexables CoroMill 180, spécifique à ce type d’application. CoroMill 180 est conçue pour l’usinage productif de cannelures et de dentures. Pour l’équipementier suédois, le résultat a été un temps de cycle plus court que prévu. Le cahier des charges prévoyait un temps de cycle maximum de 14 minutes par pièce, et le process basé sur le power skiving ne nécessitait qu’une minute par pièce.
Débits copeaux
Qu’il s’agit de l’automobile, ou d’autres secteurs, les avantages sont l’augmentation des débits copeaux, la possibilité d’usiner des pièces en un seul montage et l’exploitation plus efficace des capacités des machines. Selon Sandvik Coromant, une amélioration de 20 % de l’exploitation des machines peut augmenter la marge bénéficiaire brute de 10 %. Pour profiter de ces avantages, il ne suffit pas d’utiliser des outils comme CoroMill 180. Une philosophie plus étendue est nécessaire. C’est à ce besoin que répond la méthodologie PrimeTurning, basée sur une entrée en coupe au niveau du mandrin et sur l’enlèvement de la matière en progressant vers l’extrémité de la pièce, tout en assurant de bons débits copeaux. Cette approche autorise l’emploi d’un petit angle d’attaque et permet d’appliquer des conditions de coupe plus élevées. En outre, les outils PrimeTurning peuvent aussi effectuer des opérations de tournage conventionnelles, ce qui offre une grande flexibilité pour les process de tournage. Selon Sandvik Coromant, il serait possible d’obtenir un gain de productivité de plus de 50 % dans certaines applications avec PrimeTurning par rapport au tournage conventionnel. Le logiciel CoroPlus Tool Path facilite la mise en œuvre de PrimeTurning, en produisant automatiquement des programmes de commandes numériques optimisés.
Qu’il s’agisse du power skiving, des nouvelles plaquettes ou de PrimeTurning, ces nouvelles manières d’aborder l’usinage apportent toutes des améliorations aux process et permettent aux fabricants de pièces d’être plus rentables.
à propos de fabrication




![[Edito] La mécanique de précision face au virage médical](https://www.machinesproduction.fr/wp-content/uploads/2026/06/edito-numero-medical.jpg)

les plus lus
à lire aussi