Surfaçage ébauche et finition en une passe dans l’aluminium
Le poids est aujourd’hui l'ennemi de l'automobile. Les équipements et les technologies contribuent à alourdir les véhicules, alors que les contraintes environnementales nécessitent le contraire. En raison de son faible poids, l'aluminium représente une solution. La question est comment rentabiliser son usinage.
L’aluminium garde l’image d’un matériau de prédilection pour la construction d’avions. Son utilisation dans l’aéronautique remonte aux origines, dès la fin du dix-neuvième siècle. La légèreté de l’aluminium reste de nos jours un atout majeur. Dans la quête incessante de l’industrie automobile pour produire des véhicules plus respectueux de l’environnement, le choix des matériaux est un paramètre essentiel qui permet de réduire le poids des voitures. En l’occurrence, la fabrication de blocs-moteurs en aluminium permet de gagner un poids important, qui se traduit directement par des économies de carburant dans les voitures. L’utilisation croissante de l’aluminium entraîne une demande de plus en plus importante en solutions d’usinage spécifiques.
Un outil unique pour ébauche et finition
Les blocs-moteurs constituent la structure principale des moteurs de voitures. Ils accueillent des pièces mobiles qui permettent de produire le mouvement. Pendant longtemps, ils ont été fabriqués en fonte, mais ils sont désormais presque exclusivement faits en aluminium, afin de gagner du poids. Ils sont les pièces automobiles dont la fabrication nécessite le plus grand nombre de machines.
Les culasses des moteurs sont des pièces essentielles qui sont aussi fréquemment faites en aluminium. Situées au-dessus des blocs-cylindres, leur rôle est de distribuer le carburant et l’air aux chambres de combustion. Elles hébergent diverses pièces comme les valves, bougies et injecteurs. Comme les blocs-cylindres, elles nécessitent des opérations d’usinage complexes et exigent une qualité élevée.
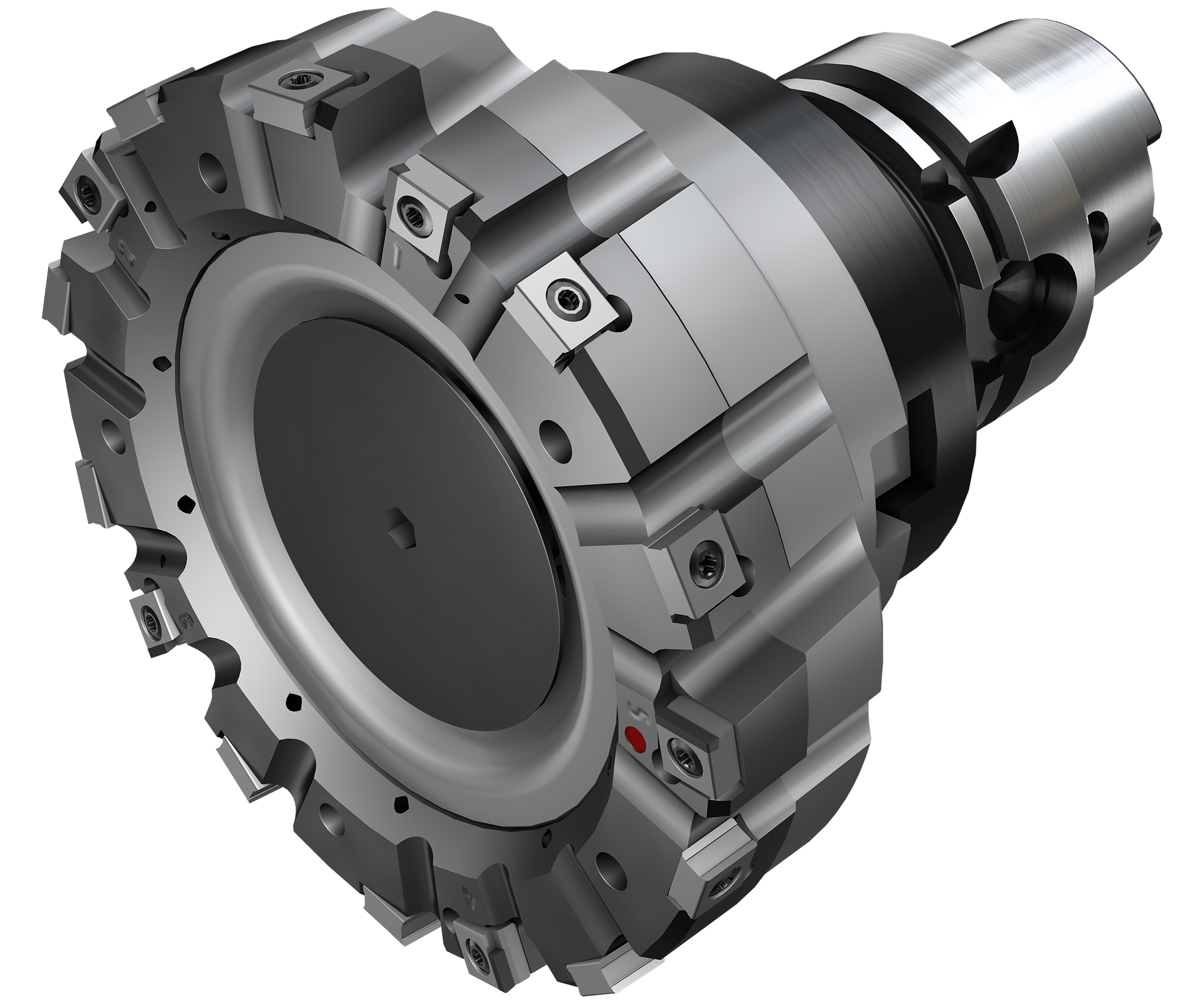
En tant que spécialiste de l’usinage par enlèvement de copeaux, Sandvik Coromant a mis au point une solution unique plutôt qu’un ensemble d’outils pour les opérations de surfaçage de l’aluminium. Il s’agit d’une fraise qui effectue, en une passe, à la fois l’ébauche et la finition, afin de réduire les contraintes imposées à la matière et d’obtenir des résultats de meilleure qualité. Les solutions de Sandvik Coromant pour l’aluminium comportent plusieurs fraises brevetées de conception exclusive, qui autorisent un usinage fiable, précis et sans bavures. Dans la famille des fraises M5, la fraise M5C90, par exemple, est conçue pour le surfaçage des blocs-cylindres et des culasses en aluminium, avec un grand engagement en coupe, ainsi que pour le surfaçage de pièces à parois minces. Cette fraise permet d’effectuer tout le process de l’ébauche à la finition en une seule passe.
La fraise M5C90
M5C90 combine le concept M5B90 et une couronne d’ébauche périphérique à plaquettes tangentielles pour pouvoir effectuer l’ébauche et la finition avec un seul et même outil. Cette fraise permet d’obtenir des états de surface de très bonne qualité comparables à M5B90. La principale caractéristique des fraises M5 est leur architecture étagée. L’outil comporte à la fois des plaquettes d’ébauche et de finition, dont une plaquette de planage. Celle-ci fonctionne différemment des autres plaquettes et elle garantit un excellent état de surface à chaque coupe, même à grande avance. Le positionnement des plaquettes est fixe et aucune opération de réglage longue et difficile est nécessaire. Cette fraise peut s’utiliser sous arrosage conventionnel ou avec une microlubrification MQL. Le positionnement exclusif des plaquettes de la fraise produit un effet similaire à un outil de brochage, et autorise donc un fraisage exempt de bavures. Une usure irrégulière de l’outil est ainsi empêchée et sa durée de vie est beaucoup plus longue, même à grande avance. La profondeur de coupe axiale peut atteindre 6 mm.
à propos de fabrication






les plus lus
à lire aussi
![[Edito] La mécanique de précision face au virage médical](https://www.machinesproduction.fr/wp-content/uploads/2026/06/edito-numero-medical.jpg)






