

Perçage sans bavure en un seul outil
Schwanog rapporte le cas d’application chez un client qui souhaitait percer et chanfreiner dans des tubes en une seule opération.
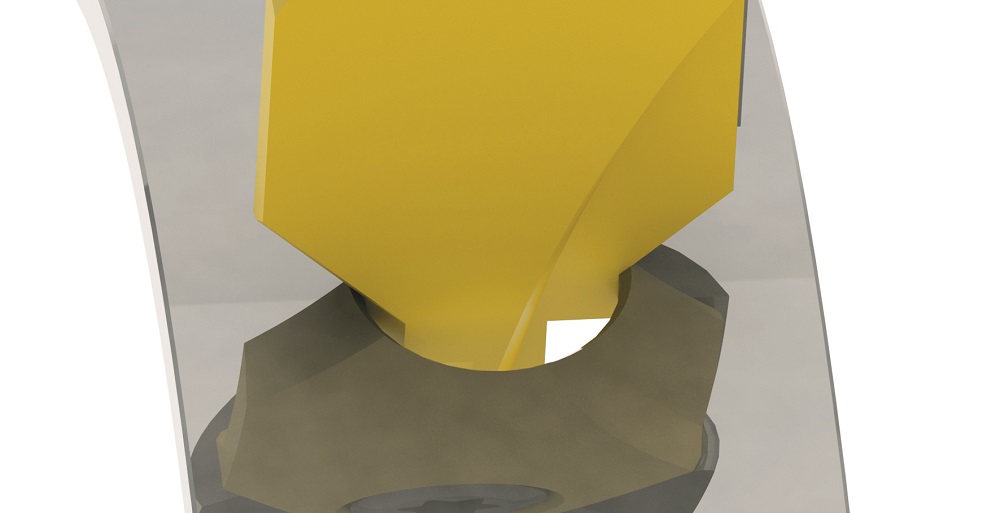
Réaliser un perçage radial sans bavure, à l’intérieur comme à l’extérieur, avec un seul outil. Un cas d’application que retrace le fabricant allemand Schwanog suite à la demande d’un de ses clients. Il s’agissait d’un tube sur lequel plusieurs perçages devaient être réalisés. Jusqu’à présent, un outil de perçage était utilisé pour l’usinage, puis il fallait procéder au chanfreinage, et dans une troisième étape, des outils d’ébavurage étaient utilisés pour l’intérieur et l’extérieur du tube. Après avoir analysé les process d’usinage, Schwanog a développé une solution qui combine tous les processus en un seul outil. Désormais, la paroi du tube est percée, chanfreinée à l’extérieur, en un seul mouvement, puis ensuite chanfreinée à l’intérieur par interpolation circulaire en un seul passage.

Description du process de perçage et chanfreinage en un seul outil. Perçage et chanfreinage externe, reculer et se décaler, puis chanfreinage interne en interpolation (de gauche à droite).
Réduire les coûts unitaires
Le point fort ? Les trous sont exempts de bavures et n’ont pas besoin d’être retravaillés. En offrant la possibilité de percer, chanfreiner et ébavurer avec un seul outil à plaquette interchangeable, cette application spéciale est « une fois de plus le meilleur exemple de la manière dont Schwanog peut réduire considérablement les coûts unitaires, grâce à des solutions intelligentes, tout en garantissant une sécurité de processus et une qualité maximale », relève-t-on chez le fabricant.
Une entreprise fondée en 1946
Dans les premières décennies après sa fondation en 1946, Schwanog a été très vite reconnu sur le marché comme affûteur d’outils carbure, d’appareils de mesure et de machines-outils. Mais au début des années 1990, l’entreprise d’Obereschach, au sud de l’Allemagne, a pris la décision de se concentrer sur un système qu’elle avait elle-même développée, à savoir les plaquettes profilées interchangeables. « Les fondements reposent sur nos systèmes qui sont toujours constitués d’un porte-outil et d’une ébauche d’outil », décrit Schwanog, qui précise que dans chaque ébauche sont profilés à la meule ou par électroérosion individuellement les contours spécifiques nécessaires.
Un outil… de management déployé dans l’atelier de rectification
Cherchant à optimiser en continu ses processus, l’usine Schwanog d’Obereschach, en Allemagne, a travaillé sur l’optimisation des postes de travail sur les machines 5 axes Haas déployées dans l’atelier de rectification, en se référant à la méthode 5S, visant à améliorer l’organisation d’un espace de travail. Et les conclusions ont été très positives, rapporte-t-on outre-Rhin. « Parce que les soi-disant détails et préférences personnelles ont été considérablement réduits et standardisés et ont déjà conduit à une augmentation mesurable de l’efficacité », s’est félicité Schwanog, qui prévoit de « normaliser d’autres postes de travail dans les départements de production de l’usinage par électroérosion et du fraisage ».
à propos de fabrication






les plus lus
à lire aussi
![[Edito] La mécanique de précision face au virage médical](https://www.machinesproduction.fr/wp-content/uploads/2026/06/edito-numero-medical.jpg)






