
Lach Diamant et l’outil PCD : une aventure industrielle
Avec cette tribune, Horst Lach fait partager à nos lecteurs son expérience de 57 ans dans le monde de l’industrie de l’outil diamanté.
En 1974-1976, les matériaux de coupe polycristallins (diamant PCD et CBN) ont été autorisés à démontrer leur potentiel pour la première fois. Dans le PCD en particulier, la dureté et la netteté du diamant pour les tâches de coupe étaient les facteurs les plus importants. Néanmoins, à cette époque, le matériau de coupe était encore situé sur un marché de niche. Les acteurs mondiaux du secteur automobile ne l’avaient pas encore découvert, ou n’étaient-ils pas encore capables de le reconnaître comme un réducteur de coûts. Et il y avait plusieurs raisons à cela. Lorsque le diamant polycristallin a été présenté pour la première fois à l’industrie, en 1973, les fabricants d’outils étaient, depuis environ 5 ans, en mesure de meuler du métal dur apparenté comme matériau de coupe, d’une manière économique, c’est-à-dire rentable.
Jusqu’en 1967 environ, on ne parlait de meule diamantée que comme meule de polissage, c’est-à-dire qu’elle ne convenait pas pour une rectification de dégrossissage. Cela s’expliquait par le fait que les grains de diamant naturel ou synthétique, précédemment traités, dans des abrasifs à liant synthétique, se détachaient du liant, après seulement un tiers de sollicitation.
Pour beaucoup de personnes, le PCD était arrivé trop tôt
Seule la découverte par l’entreprise Asea de revêtir les grains de diamant avec du nickel-cobalt a permis au liant de résine synthétique de « réticuler » intensivement avec la surface coralienne de chaque grain de diamant. Le dégrossissage du métal dur devenait possible. Si les matériaux de coupe polycristallins sont arrivés trop tôt (pour l’industrie), on peut se poser la question.
Ainsi, au début des années 1970, il n’existait pas encore de tours à microprocesseurs pour la production dite CNC. Les premières expériences ont commencé vers 1978. Jusqu’alors, la plupart des opérations de tournage se faisaient manuellement, à l’exception de la commande par bandes perforées.
Pour l’industrie du métal dur, et en particulier pour les fabricants d’outil en métal dur en plein essor, le matériau diamant synthétique si contesté était arrivé trop tôt.
Que devait-on faire avec un matériau de coupe, du début jusqu’au milieu des années 1970, et dont le fabricant General Electric a fait la promotion en tant que matériau d’amélioration des performances pour le traitement des métaux non ferreux ? Le matériau de coupe « métal dur » venait juste d’être conquis, tandis que le matériau aluminium a dû attendre un certain temps jusqu’à sa percée réussie dans le monde de la production de moteurs, c’est-à-dire la production en série dans l’industrie automobile.
La taille des diamants était compliquée
De plus, non seulement la taille des diamants naturels était « compliquée » mais encore plus la taille du diamant polycristallin « sans croissance ». Ceux qui semblaient au moins connaître quelque chose au sujet du diamant devaient donc se préoccuper de ce PCD « exotique ».
C’est ainsi que chez Lach Diamant, nous nous sommes consacrés à ce nouveau matériau de coupe avec un intérêt toujours croissant. Grâce à notre expérience de plusieurs décennies dans la fabrication et le service d’outils de tournage en diamant naturel pour le tournage de collecteurs en cuivre pour des clients tels que Bosch, Siemens, AEG, nous avons pris conscience des problèmes dans la fabrication de collecteurs bruts, et de la solution grâce à l’utilisation du PCD.
Les outils PCD développés à partir des exigences des premières heures se référaient à l’utilisation d’outils de tournage avec des segments de coupe soudés à 60° ou 90° d’angle.
Le fraisage avec PCD était déjà un point culminant de la foire de printemps 1974, à Hanovre, mais jusqu’à la fin des années 1970, il était limité aux plaques de métal dur serrées dans les têtes de coupe, chacune avec un tranchant PCD brasé et de petits outils à queue avec un nombre maximum de trois dents.
Il fallait tenir compte du fait que les tranchants PCD disponibles à l’époque, découpés laborieusement dans des diamètres de 3,4 mm et à la fin des années 1970 à partir de flans circulaires de 6,4 mm, n’offraient que peu de place pour des profondeurs ou des largeurs de coupe spectaculaires. De plus, dans cette phase, on pouvait lire dans les manuels sur le diamant qu’il était perçu comme un matériau de coupe qui « ne convient que pour le tournage brillant de l’or et de l’argent de certains métaux non ferreux, mais en aucun cas pour le tronçonnage interrompu ». Ce qui représentait alors un autre obstacle au lancement sur le marché des matériaux de coupe polycristallins.
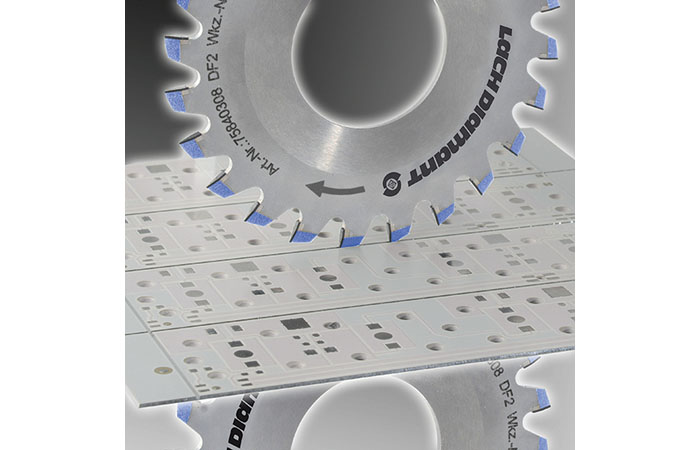
Circuits imprimés
C’est précisément l’annonce d’une foire commerciale, jusqu’alors inconnue pour moi, qui s’est avérée être un tournant pour l’introduction des outils diamant polycristallin. Productronica 1977, à Munich, annoncée comme le salon des composants pour l’industrie de l’électronique et des circuits imprimés. J’étais intéressé. Dans les circuits imprimés, le matériau de base est le plastique renforcé de fibres de verre (PRV), nous le connaissons bien. Nous avons usiné avec succès avec du PCD, et sans poussière.
Pour le montrer de manière convaincante à la foire, une machine de démonstration était nécessaire. Nous avons fini par trouver une machine suisse de précision, de type HAMBA (découpe, incision, traitement des arêtes), de chez Amacher, où trois opérations ont pu être effectuées.
L’ordre de travail interne pour la production des trois outils PCD nécessaires commençait. Les seules objections provenaient de la production : comment sommes-nous censés rectifier ces outils rotatifs ? Cela prendrait une éternité. En fait, pour douze dents, par exemple, nous avons eu besoin de 35 heures de rectification ! Mais j’ai réfléchi et je l’ai aussi dit : « Vous allez y arriver. Jusqu’à maintenant vous avez toujours trouvé une solution. »
Productronica 1977 a d’abord été un grand succès pour Lach Diamant : les grands noms de l’époque présents au salon, en raison de la demande croissante de circuits imprimés électroniques, rassemblés autour de la petite machine Amacher, ont pu s’émerveiller de l’usinage précis et sans poussière du matériau de base des circuits imprimés PCB. Je me souviens encore des docteurs de Siemens et NCR, qui ont eu immédiatement en tête des scies Dia pour le traitement en paquet de 300 et 350 mm de diamètre et ont spontanément commandé des échantillons pour d’autres essais.
Outils rotatifs PCD
Le traitement des matériaux de circuits imprimés aurait été plus rentable dès 1977, si cela ne s’était pas produit : « Patron, nous faisons vraiment tout pour vous, mais nous ne pouvons faire qu’une seule chose, soit essayer de fabriquer des inciseurs et des scies pour les circuits imprimés, soit continuer à servir des clients comme Bosch et Kautt & Bux, avec des diamants de collecteurs. »
Dans un premier temps, c’était le cas avec les outils rotatifs PCD. La technologie de meulage avec le résultat de 35 heures pour douze dents PCD parlait un langage clair. Le succès original de la foire s’était envolé. Au cours des 12 mois suivants, j’ai eu personnellement une tâche plus que désagréable. Les docteurs et visiteurs professionnels « excités » par la nouvelle technologie présentée avec succès m’ont harcelé et nous ont accusés de les en priver pour quelque raison que ce soit. Bref, ils étaient fâchés.
Pourtant, le seul coupable était ce matériau diamant polycristallin « vicieux, sans croissance » devant lequel ont capitulé des tailleurs de diamant expérimentés de longue date. À maintes reprises, nous avons réfléchi à la façon dont nous pouvions faire mieux et plus rapidement nous attaquer à cette chose irréductible.
Et soudain, à la fin de 1978, une annonce indiquait la vente d’une machine à enlèvement par étincelage. Une machine à étincelles ? Jamais entendu parler. Puis je me suis souvenu des paroles de mon père, qui a parlé à plusieurs reprises du fait que l’électricité était impliquée dans le meulage du diamant naturel sur les disques en fonte.
Essais de rectification
Nous avions une très bonne relation avec Matra Francfort (d’où provenant la machine qui était en vente), qui, à l’époque, fabriquait une rectifieuse de surface ultramoderne que Lach Diamant était autorisé à utiliser pour les essais de rectification, en particulier pour les meules de Borazon CBN. « Qu’importe ! », ai-je dit à notre nouveau contremaître PCD, lui-même un ancien tailleur de diamants naturels et formé chez nous. « Jetons-y un coup d’œil. »
Un rendez-vous a rapidement été pris avec les responsables de Matra, MM Schreiber et Becker. « Oui, venez avec votre métal dur extrêmement difficile à rectifier, nous verrons », ont-ils dit. Sagement, nous avions omis de dire que le soi-disant métal dur était du PCD.
Je me souviens encore exactement comment M. Becker nous a accueillis à la porte et nous a conduits dans un hall avec un accès ferroviaire. À gauche et à droite de l’entrée, se trouvaient des machines que je ne pouvais pas identifier à l’époque. Je décrirais la machine devant laquelle nous nous trouvions alors comme une sorte de « machine à enfoncer ». L’échantillon que nous avions remis pour le « test d’étincelage » a été soigneusement serré et a disparu dans une « mixture » que je comprends maintenant comme une sorte de diélectrique. L’appareil a été mis sous tension. J’ai pu voir sur le visage de M. Becker qu’il devait y avoir une réaction à notre PCD. Nous avons vérifié à tour de rôle avec la loupe pour voir si quelque chose avait changé. Il ne s’était rien passé, même pas dans les cinq minutes qui ont suivi. « Oui, je suis désolé, apparemment rien ne fonctionne avec ce métal dur », me dit-on avec regret.
Premier brevet déposé
Avec les mots « Et bien soit ! La tentative en valait la peine », nous les avons remerciés et alors que nous étions sur le point de quitter le hall, j’ai découvert quelque chose plus loin dans un coin, une machine qui avait l’air un peu différente, surtout en raison d’une construction supplémentaire en forme de tour. « Qu’est-ce que c’est comme machine ? », me suis-je entendu demander. « Une machine à fil Fanuc », m’avait-on répondu. « Eh ! bien, puisque vous êtes ici, voulez-vous essayer encore une fois ? » « Allons-y, mais je dois vous dire tout de suite qu’il y a un profil pour un client. » J’ai juste dit : « Ça ne fait rien. » Ainsi, de nouveau serré, le fil brûlant a effectivement découpé le profil annoncé à partir du PCD. Ce succès visible a dépassé toutes les attentes. Ce matériau coriace a été vaincu pour la première fois. En outre, ce test nous a montré comment les outils profilés et les fraises peuvent être fabriquées avec la mise en œuvre de l’usinage par électroérosion. Une découverte qui, déjà, deux semaines plus tard, devait montrer toute sa valeur dans l’avenir. Mais avant, j’ai rendu visite à notre conseiller en brevets, et celui portant le numéro 0010276 « Production de tout profil en diamant polycristallin synthétique par étincelage » a été accordé et publié le 13 octobre 1978, puis le 21 avril 1982 comme l’un des premiers brevets européens.
à propos de fabrication




les plus lus
à lire aussi







