Deux nuances pour le tournage des aciers
L'usinage des aciers ISO P peut présenter des difficultés. Mais en sélectionnant les nuances de coupe de manière judicieuse et en privilégiant celles qui offrent des substrats tenaces et incorporent les dernières avancées technologiques dans le domaine de la science des matériaux de coupe et de l'outillage, il est possible de faire une vraie différence en termes d'efficacité et de productivité.
L’idée que l’usinage des aciers est simple est erronée, mais elle est répandue dans l’industrie transformatrice des métaux. Néanmoins, les opérateurs expérimentés connaissent les difficultés du tournage des matières ISO P. La première difficulté est la grande variété des matières classées dans le domaine ISO P, allant des aciers bas carbone ductiles aux aciers fortement alliés. Vient ensuite la grande variation de dureté de ces matières. Enfin, les applications sont très variables, tout comme les conditions d’usinage dans les ateliers. À l’évidence, le tournage des aciers présente des difficultés liées aux variations importantes de propriétés et la sélection d’une nuance de coupe adaptée est une tâche difficile. Sandvik Coromant propose deux nuances ISO P pour aider améliorer la production.
Les propriétés de la nuance sont importantes
Pour toute nuance de tournage des aciers, la résistance à la rupture est la propriété la plus importante. Les nuances doivent aussi posséder des arêtes suffisamment dures pour résister à la déformation plastique induite par les températures très élevées au niveau de la zone de coupe. Par ailleurs, le revêtement des plaquettes doit être résistant à l’usure en dépouille, à l’usure en cratère et aux arêtes rapportées. De plus, il est crucial que le revêtement ait une excellente adhérence au substrat des plaquettes. En effet, si ce n’est pas le cas, le substrat risque de se trouver exposé, ce qui entraînerait une défaillance rapide de la plaquette. Au vu de la variété des exigences, il est important de comprendre la structure des nuances de tournage des aciers pour effectuer des choix judicieux pour chaque application.
Structure d’une plaquette carbure
La base de toute plaquette est un cœur de carbure cémenté que l’on appelle le substrat. C’est le substrat qui détermine la ténacité et la résistance des plaquettes. Il joue aussi un rôle important dans la résistance à la déformation plastique. Le substrat de carbure cémenté est généralement recouvert par plusieurs couches de revêtement composées notamment de carbonitrure de titane (TiCN), d’alumine (Al2O3) ou de nitrure de titane (TiN) qui permettent d’améliorer la ténacité des arêtes, l’adhérence sur le substrat et la résistance à l’usure. Il existe différents types d’usure : en dépouille, en cratère et par la formation d’arêtes rapportées. L’adhérence au substrat et l’organisation des cristaux au niveau microscopique sont des paramètres importants des revêtements.
Structure et traitements d’une plaquette carbure
Dans les revêtements d’alumine conventionnels, les cristaux sont disposés de manière aléatoire, comme sur la figure 1a. Mais en contrôlant la croissance des cristaux des revêtements, il est possible de les orienter dans la même direction, comme on le voit sur la figure 1b, de manière à améliorer la résistance à l’usure. Les cristaux serrés et orientés dans la même direction forment un bouclier résistant au niveau de la zone de coupe.
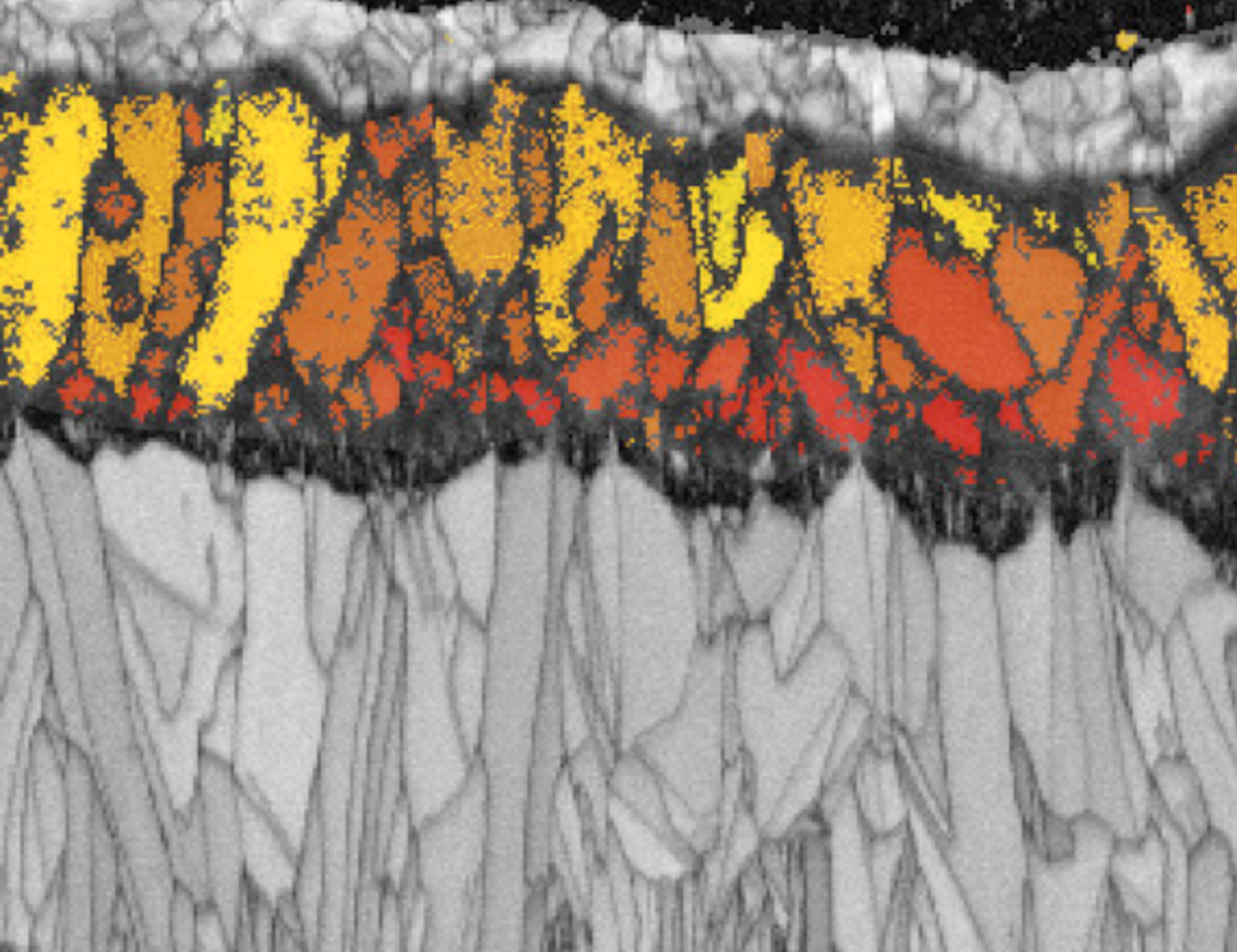
Revêtement d’alumine CVD conventionnel avec orientation des cristaux aléatoire (figure 1a).
Les équipes de R&D de Sandvik Coromant ont mis au point une technique qui permet de contrôler la croissance des cristaux d’alumine, afin d’assurer qu’ils soient tous orientés dans la même direction, en présentant leur face la plus résistante à l’extérieur. Cette technologie brevetée, nommée Inveio, apporte une résistance et une durée de vie beaucoup plus grandes aux plaquettes. Les cristaux serrés et orientés dans la même direction forment un bouclier résistant au niveau de la zone de coupe et du copeau. Les plaquettes dotées de revêtements Inveio veulent offrir une meilleure résistance à l’usure en cratère et en dépouille. Un autre effet intéressant offert par cette technologie est que la chaleur est plus rapidement évacuée de la zone de coupe, ce qui contribue à préserver l’intégrité des arêtes de coupe pendant plus longtemps. Au total, ces plaquettes sont plus prévisibles et ont une durée de vie plus longue.
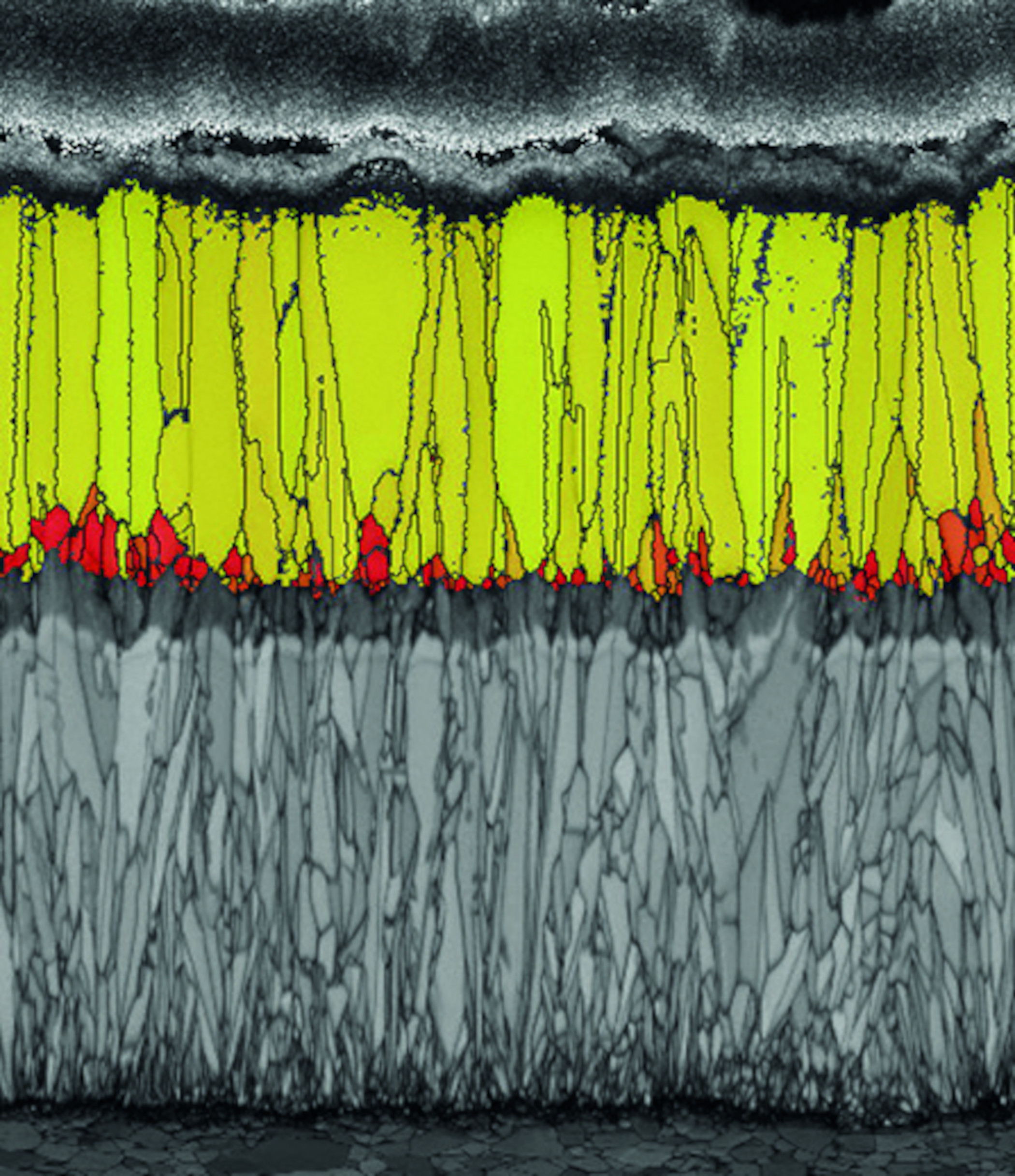
Avec Inveio, tous les cristaux d’alumine sont alignés et orientés dans la même direction, vers l’extérieur (figure 1b).
Nous avons vu les deux paramètres les plus importants dans le choix d’une plaquette de coupe, le substrat et le revêtement, mais il en existe un troisième : les performances dans les coupes interrompues. C’est un paramètre important car il influence les risques de rupture des plaquettes. La résistance à la rupture peut être améliorée par un post-traitement qui consiste à bombarder le revêtement à l’aide de particules céramique vives. Cette opération agit comme un martelage qui compacte le revêtement, afin de le renforcer. Grâce à ce traitement, les plaquettes supportent beaucoup mieux les coupes interrompues.
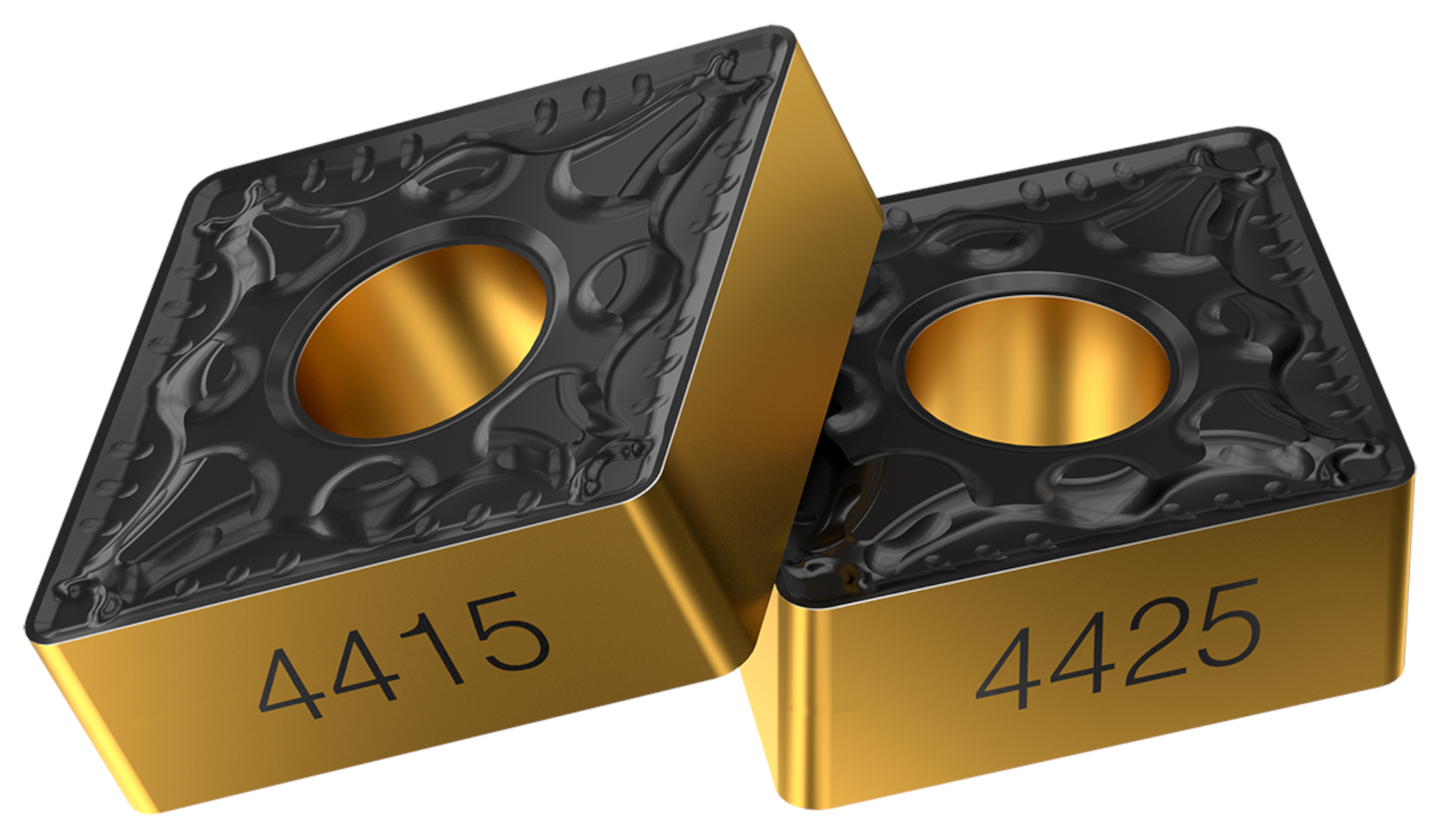
Pour les productions de pièces en grandes séries ou lots
Dans la seconde génération de plaquettes Inveio incarnée par les nuances de tournage des aciers GC4415 et GC4425, les propriétés du revêtement unidirectionnel ont été encore améliorées. L’orientation des cristaux est mieux contrôlée et offre des performances plus régulières, ainsi qu’une résistance à l’usure plus longue. Ces deux nuances ont des caractéristiques appropriées pour les productions de pièces en grandes séries, tout autant qu’en lots. Chez les clients de Sandvik Coromant, les nouvelles plaquettes ont fait leurs preuves en autorisant des vitesses de coupe (Vc) et des avances (Fn) plus élevées. Chez un fabricant du secteur de la mécanique générale, la nuance GC4425 a été utilisée pour une opération d’ébauche extérieure multidirectionnelle sur une pièce en acier 4140 ayant subi un traitement thermique préalable. D’après le fabricant, par rapport à la plaquette ISO concurrente utilisée précédemment dans le process, la productivité a doublé, le temps de cycle a été réduit de 50 % et le coût a baissé de 30 %.
à propos de fabrication




![[Edito] La mécanique de précision face au virage médical](https://www.machinesproduction.fr/wp-content/uploads/2026/06/edito-numero-medical.jpg)

les plus lus
à lire aussi