

Comment éviter les arrêts de production
Nicolae Tudor, ingénieur principal d’application chez Timken Europe, affirme dans cette tribune qu’il est important de moderniser les lignes de laminage, afin d’écarter le risque de défaillance et éviter des arrêts prolongés et coûteux.
Si le marché actuel des laminoirs est principalement caractérisé par un faible investissement dans de nouveaux équipements, c’est, en contrepartie, un marché qui a de fortes exigences en termes de rendement. Alors que les laminoirs vieillissent, leurs frais de fonctionnement ont tendance à devenir beaucoup plus lourds, afin d’augmenter la productivité. Ces conditions extrêmes, en conjonction avec d’anciennes conceptions de laminoirs, contribuent à de nombreuses défaillances de tourillons de cylindres, qui se produisent en particulier dans les positions de travail de laminoirs du type duo, et les positions d’appui sur les laminoirs du type quarto. En conséquence, le marché est demandeur d’une modernisation des laminoirs, afin d’atténuer les ruptures de tourillons de cylindres, dans des conditions de charges extrêmes. Le choix des roulements peut jouer un rôle important et bénéfique dans l’établissement d’une modernisation réussie.
Particularités techniques des laminoirs
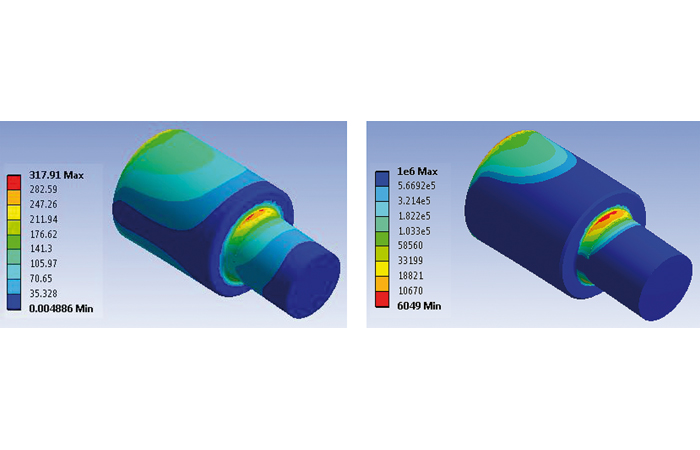
Les laminoirs représentent une application exigeante, impliquant des roulements et des cylindres soumis à des conditions difficiles, dans lesquelles ils doivent fonctionner à des températures, des charges et des vitesses élevées. Pendant le laminage, la charge est transférée à travers les roulements vers le cylindre, puis la bande à laminer. En termes de contraintes de flexion au niveau des tourillons, une zone du tourillon de cylindre supporte principalement la contrainte de traction avec une valeur maximum (σmax), alors que le point diamétralement opposé supporte une contrainte de compression avec une valeur minimum (σmin). Quand le cylindre tourne de 180°, ces deux points changent de position et de contrainte, la tension progressant de σmax à σmin = -σmax.
Avec le temps, les contraintes de flexion sur ces zones varient de nombreuses fois entre ces deux limites. De ce fait, la zone du tourillon du cylindre, située entre le roulement et la table (la zone du rayon de congé de raccordement), est en permanence soumise à une contrainte de flexion cyclique et symétrique, qui fluctue de façon alternée avec la rotation du cylindre. Il est donc conseillé, avant toute modification de la conception des tourillons de cylindre de laminoirs, de réaliser une évaluation précise des contraintes maximum admissibles, afin de gérer les caractéristiques géométriques de la transition entre le tourillon du cylindre et la table, pour contrôler les effets de la concentration des contraintes.
Optimisation de la conception des cylindres
Pour les cylindres d’appui lourdement chargés qui tournent souvent à vitesse lente, un diamètre supérieur du tourillon est nécessaire pour résister à la contrainte de flexion plus élevée. Sur la base de cette nécessité, les dimensions conventionnelles des roulements hautes performances peuvent ne pas convenir, des sections réduites de roulements sont alors suggérées avec le même diamètre extérieur que les roulements hautes performances, mais avec un alésage plus grand.
Ces roulements à section réduite présentent un rapport supérieur tourillon/table et, dans la mesure du possible, une largeur de roulement plus petite, qui réduit également la distance axiale entre l’axe de charge de la vis de pression et la table. L’augmentation du diamètre extérieur de tourillon et la réduction des contraintes de flexion améliorent la résistance des tourillons de cylindres sous charges extrêmes.
Conception des rayons de raccordement composés
La conception traditionnelle des tourillons de cylindres comporte souvent un simple rayon dans la zone du raccordement, cependant, cette solution peut s’avérer inappropriée pour les laminoirs à fortes charges. Il est alors recommandé de remplacer le rayon simple par un rayon de raccordement composé. Les raccordements composés, ou à deux rayons, sont recommandés en raison de leur répartition favorable de la contrainte sur toute la partie de raccordement.
Sélection de roulements appropriés
Dans des conditions difficiles de fonctionnement, il est également intéressant d’optimiser les performances des roulements, et ainsi d’allonger leur durée de vie. Pour répondre à cette problématique, de nouveaux roulements ont ainsi été spécifiquement développés pour les applications industrielles à fortes charges, comme les cylindres de laminoirs. Leurs caractéristiques améliorées, en termes de matériaux et traitement thermique, permettent d’obtenir des capacités de charge nominales supérieures à des roulements classiques, ce qui entraîne inéluctablement un accroissement de la longévité face à l’usure et la fatigue. En effet, en faisant usage de ce type de roulements, les ingénieurs ont pu constater que les dommages liés aux inclusions étaient réduits, que les risques d’écaillage étaient moindres, et que la répartition des contraintes en surface sous charges lourdes et/ou défaut d’alignement était améliorée, grâce à l’utilisation de profils géométriques adaptés.
Description de problèmes couramment rencontrés
Dans de nombreux cas, des bruits suspects provenant d’un tourillon dans une cage du train de laminoir peuvent être identifiés, et sont souvent associés à une baisse de productivité du laminoir. Il peut alors s’agir d’une avarie sur un roulement, survenant suite à des vitesses d’utilisation élevées, combinées à des chocs et des problèmes de lubrification.
La bonne installation des roulements peut être un problème courant, surtout quand il implique le fonctionnement du tourillon lui-même. En effet, rappelons qu’une détérioration des roulements peut endommager tout le mécanisme. Il faut savoir que, de manière générale, les cuvettes de roulement restent immobiles dans les empoises et qu’une seule partie de la cuvette, dite la « zone de charge », supporte les efforts de laminage à un moment donné.
Par ailleurs, les cuvettes des roulements de tourillons sont toujours marquées sur leurs faces arrière et avant, pour indiquer quatre quadrants, permettant à l’utilisateur de tenir un registre des zones de charges qui ont été utilisées. Une bonne pratique consistera à monter le roulement avec le quadrant numéro 1 de chaque cuvette, aligné dans la zone de charge, et ensuite, lors des inspections ultérieures, de les tourner dans l’ordre sur chacun des autres quadrants, jusqu’à ce que la procédure se répète avec le numéro 1. La rotation des cuvettes à chaque inspection allongera la durée de vie utile des roulements, en répartissant de manière incrémentielle la charge sur la totalité du chemin de roulement de la cuvette.
Optimisation de la conception des cylindres
L’optimisation de la conception du cylindre passera par une augmentation du diamètre du tourillon et par un remplacement du rayon de raccordement existant, par un rayon de raccordement composé. Le diamètre externe et la largeur du roulement sont conservés à leurs valeurs initiales.
Face un marché qui demande actuellement une modernisation des laminoirs pour ne pas avoir à supporter de fréquentes ruptures des tourillons des cylindres, l’optimisation de la conception des cylindres et des roulements est primordiale. Cette mesure peut considérablement améliorer les performances des cylindres, en diminuant la contrainte maximum qui lui est appliqué, et en allongeant la longévité face aux problèmes d’usure du cylindre et du roulement. Il peut être enfin intéressant de mettre en place un programme de maintenance préventive, cette aide permettant une identification plus aisée des problèmes potentiels, avant même qu’ils ne nuisent à toute une production.m
à propos de fabrication






les plus lus
à lire aussi
![[Edito] La mécanique de précision face au virage médical](https://www.machinesproduction.fr/wp-content/uploads/2026/06/edito-numero-medical.jpg)






