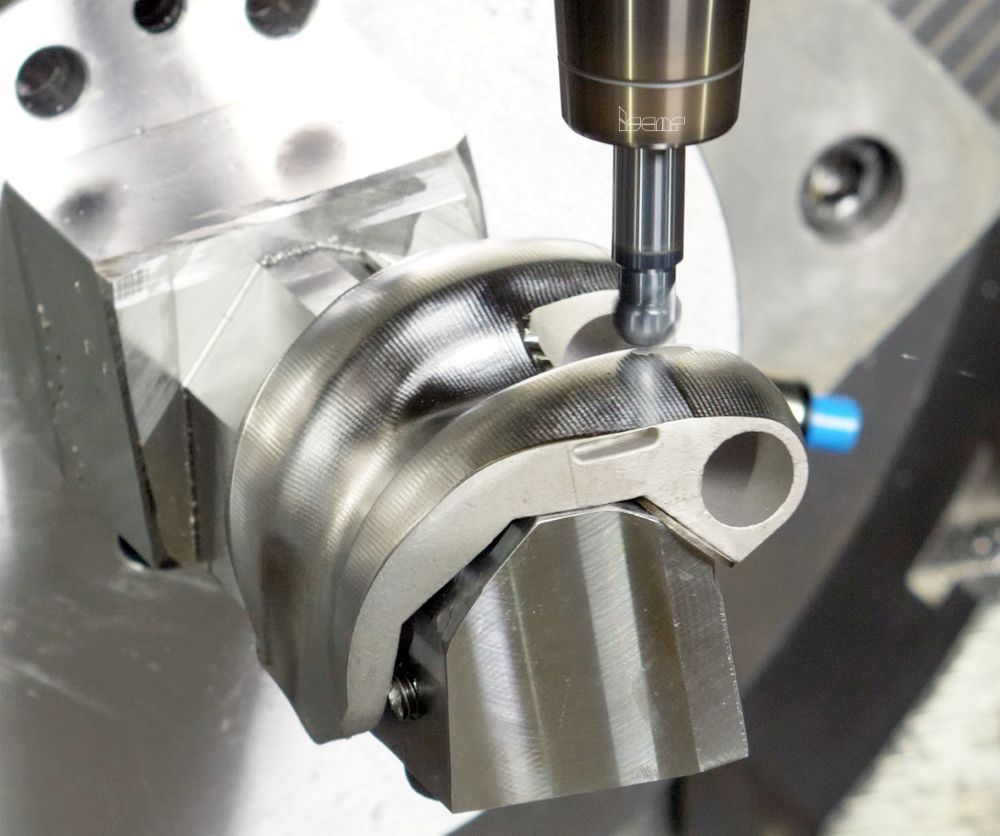
Usiner le premier cœur artificiel avec hyperMILL
lire plus tard
Logiciels
Contenu proposé Publié le
19/07/2022
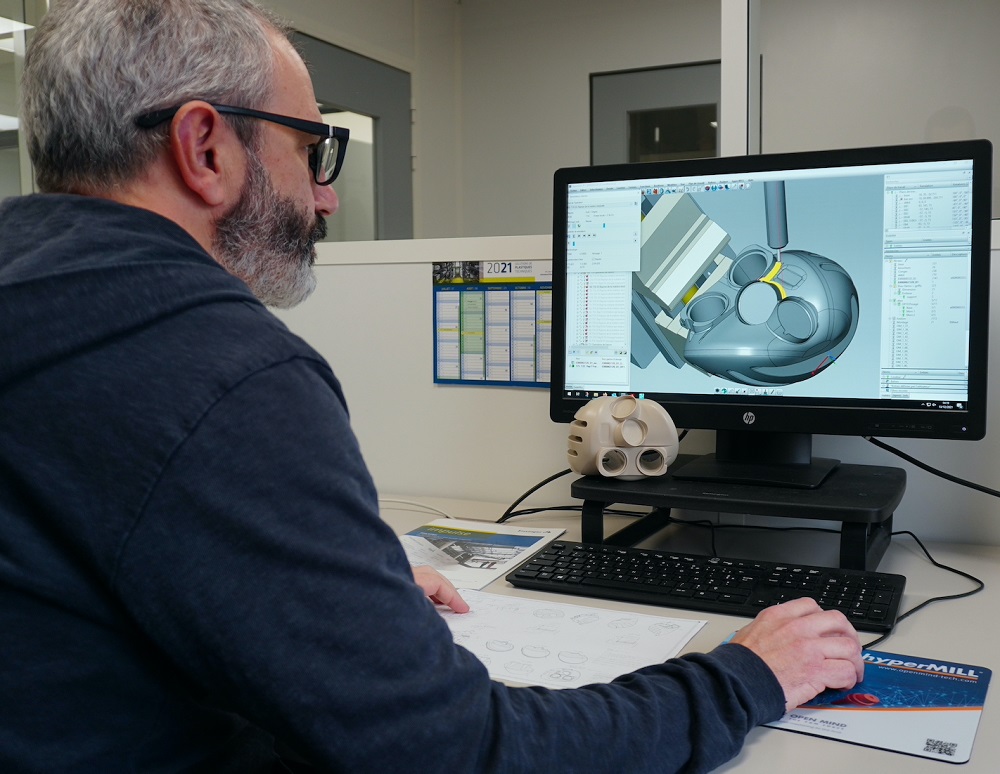
Quand simplicité d’utilisation et fiabilité en 5 axes simultanés riment avec sérénité. Reportage chez Ensinger Machining, à Beynost (Ain).
Située à Beynost (Ain), en région Auvergne Rhône-Alpes, Ensinger Machining (anciennement UMP) est spécialisée dans les matières plastiques haute performance. Usineur de leur propre production de plastiques, elle accompagne ses clients dans leur projet, depuis la préconisation de la matière jusqu’à la fabrication des pièces plastiques sur-mesure. En 2019, afin d’accompagner la montée en gamme des pièces techniques et pour utiliser les machines-outils au maximum de leurs capacités, Ensinger Machining s’équipe d’un nouveau logiciel FAO. En effet, le logiciel utilisé jusqu’alors a atteint ses limites en usinage 5 axes (usinage 3 axes + 2 positionnés). C’est lors d’une visite sur…contenu réservé aux abonnés
Abonnez-vous pour accéder
à tout le contenu Machines Production
Vous êtes déjà abonné ? Connectez-vous
Cet article vous est proposé par la rédaction de Machines Production
à propos de fabrication




![[Edito] La mécanique de précision face au virage médical](https://www.machinesproduction.fr/wp-content/uploads/2026/06/edito-numero-medical.jpg)

les plus lus
à lire aussi
-3D5Gabrasifaccouplement