

Procédé Studer de rectification sur sabots
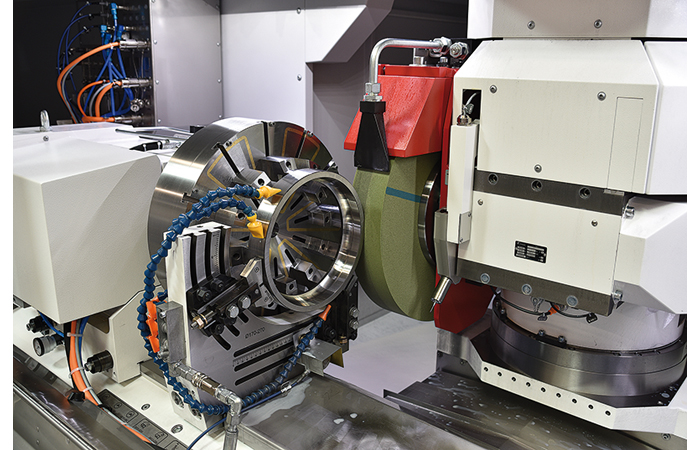
Le constructeur Suisse de rectifieuses cylindriques Studer présente une solution particulièrement adaptée à la finition des bagues de roulement et douilles à paroi mince, photographiée ici sur une machine de type S41. Elle vise à garantir la précision de la forme du profil de surface de la bande de roulement, afin que la durée de vie du palier à roulement soit supérieure. Cette solution permet aussi l’usinage intérieur et extérieur en un seul serrage, afin que ces bagues puissent être produites de façon rationnelle. Appelé rectification sur sabots, le procédé Studer permet d’obtenir des niveaux de précision impossibles à atteindre avec des processus de rectification classiques, d’après le constructeur. Il part du principe que le meilleur serrage d’une bague à paroi mince s’effectue avec une méthode qui sépare totalement le support de la pièce de l’entraînement de la pièce en rotation. Pour cela, un mandrin électromagnétique est utilisé pour l’introduction du couple (entraînement) et la fixation de la pièce sur des élévateurs magnétiques. Ceux-ci sont rectifiés par intervalles réguliers, à l’état monté, de manière à garantir la planéité et la perpendicularité de la surface d’appui magnétique. Ils sont fixés dans la rainure en T, et peuvent être décalés radialement.
Sur un dispositif indépendant est disposé, d’une part, un porte-sabot horizontal pendulaire à éléments de glissement universels, avec réglage de précision. D’autre part, un porte-sabot vertical avec les mêmes fonctions assure le positionnement vertical de la pièce. Les dispositifs de rectification sur sabots universels de Studer sont disponibles en plusieurs dimensions graduées de manière intelligente, pour une plage de diamètres de 10 à 460 mm.
Le mandrin électromagnétique qui entraîne la pièce dans le sens de rotation est responsable de sa vitesse. De plus, il maintient la pièce dans la position de consigne, en la contrant au niveau de sa surface plane. Les porte-sabots positionnant la pièce de manière décentrée, c’est précisément là que se produit un léger mouvement relatif entre le mandrin (élévateur polaire, bague polaire) et la face d’extrémité de la pièce : selon les dimensions de la pièce, on sélectionne les pas polaire radial ou polaire circulaire, sachant que le pas polaire circulaire est plutôt utilisé pour les petites pièces (environ 80 mm max). Les schémas de trous de fixation des électro-aimants polaires circulaires varient en fonction de l’assortiment de pièces à rectifier.
L’entraînement et/ou la force de maintien du mandrin électromagnétique peuvent être programmés selon différents niveaux. Ainsi, il est possible de réduire temporairement la force de maintien pour des opérations CNC particulièrement délicates, de manière à pouvoir ensuite accentuer le serrage au cours du même cycle. Il existe 16 niveaux de programmation de la force magnétique sur l’appareil de commande magnétique. Différentes configurations de poupée porte-meule sont disponibles, afin d’effectuer la rectification intérieure et extérieure parfaite d’une bague de roulement, en termes de concentricité extérieure et intérieure.
à propos de fabrication






les plus lus
à lire aussi
![[Edito] La mécanique de précision face au virage médical](https://www.machinesproduction.fr/wp-content/uploads/2026/06/edito-numero-medical.jpg)






