Pourquoi Mapal a choisi la fabrication additive
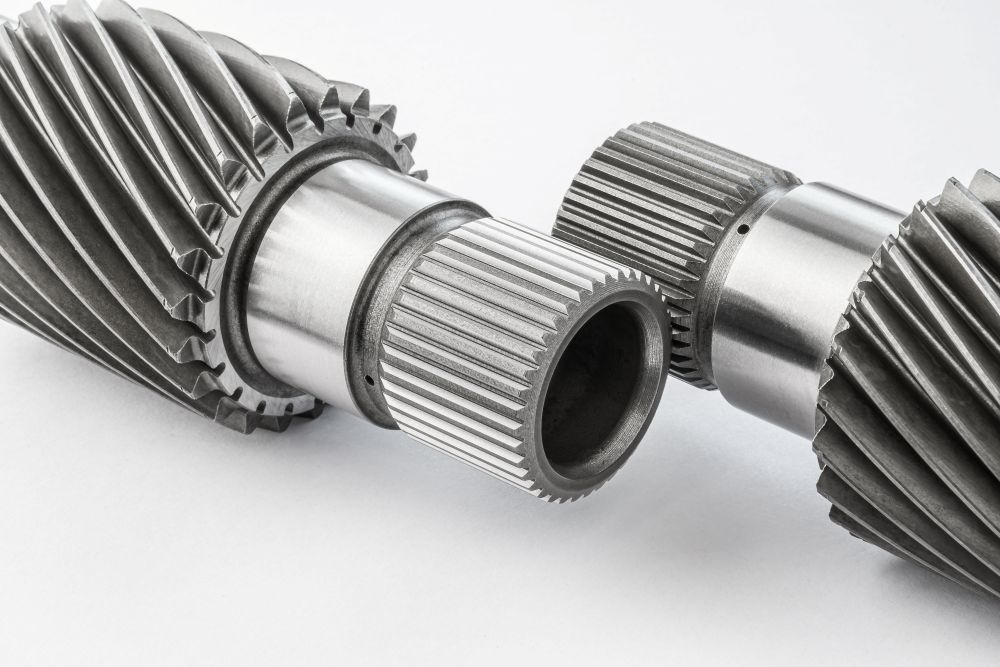
Grâce à l’impression 3D métal, il est possible de réaliser des forets avec des conduits de lubrification hélicoïdaux de conception spécifique, ainsi que des jonctions entre conduits hélicoïdaux et droits.
Avec les méthodes de fabrication conventionnelles, la production d’outils est souvent influencée par les dispositifs de serrage des machines, les outils ou les équipements de production. Les procédés de fabrication additive offrent dans ce domaine de nombreux avantages et une liberté considérable. Les pièces sont en effet produites quasiment sans utiliser d’outils, ce qui ouvre de toutes nouvelles possibilités de fabrication. Des géométries complexes peuvent donc être conçues, et la flexibilité de la forme augmente.
Sur les forets Mapal par exemple, il est possible de réaliser des conduits de lubrification hélicoïdaux de conception spécifique, ainsi que des jonctions entre conduits hélicoïdaux et droits. Il est en outre possible de réaliser des conduits de lubrification sur des outils de petits diamètres. Grâce à une conception adaptée, on obtient, de plus, une production de poids réduit.
Laser Beam Melting
Les autres avantages apportés par la fabrication additive sont la conception de pièces hybrides, la mise en œuvre d’équilibrages internes, ainsi qu’une distribution plus précise du matériau, et la réalisation de réparations sur des pièces existantes. La mise en œuvre de ces avantages peut d’ores et déjà être réalisée sur une large échelle, grâce à la technologie LBM (Laser Beam Melting) par fusion laser sur lit de poudre. Ainsi, on peut, aujourd’hui, produire en série, de façon fiable, des outils de fabrication additive.
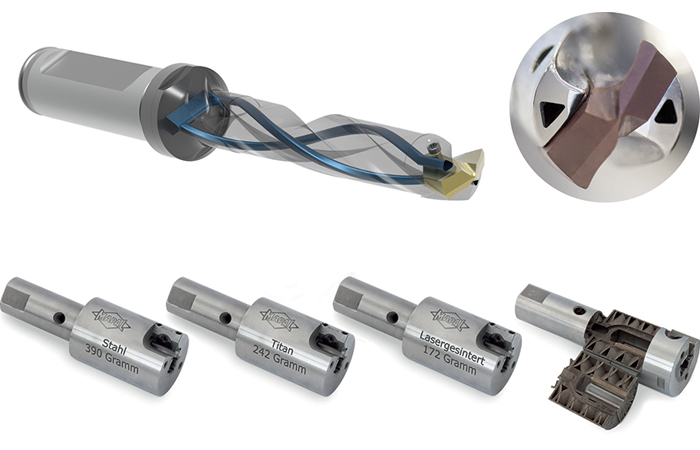
Le foret à plaquettes amovibles Mapal QTD est un bon exemple de la parfaite intégration des fonctions, et de l’optimisation de l’outil. Traditionnellement, les corps d’outils de forets à plaquettes amovibles présentent un conduit de lubrification vers l’avant, et le liquide de coupe est ensuite réparti jusque sur les arêtes de coupe par un système à deux canaux en Y. Plus le corps d’outil est réduit, plus ce système d’alimentation affecte les performances, car l’acheminement central du liquide de coupe affaiblit le noyau du foret, et le rend donc instable. De plus, les conduits de lubrification doivent être de plus en plus réduits, ce qui diminue le débit de lubrifiant jusqu’à l’arête de coupe.
Meilleur débit de liquide de coupe
Grâce à la fabrication additive, ces forets peuvent désormais être fabriqués dans des diamètres inférieurs à ce qui était possible jusqu’alors. Les conduits de lubrification sont agencés suivant une conception hélicoïdale spécifique. De plus, le débit de liquide de coupe peut être encore augmenté. Sur les forets produits en fabrication additive, la partie du corps d’outil est réalisée avec la technologie laser LBM et montée sur une queue cylindrique produite en fabrication conventionnelle.
Structure alvéolée
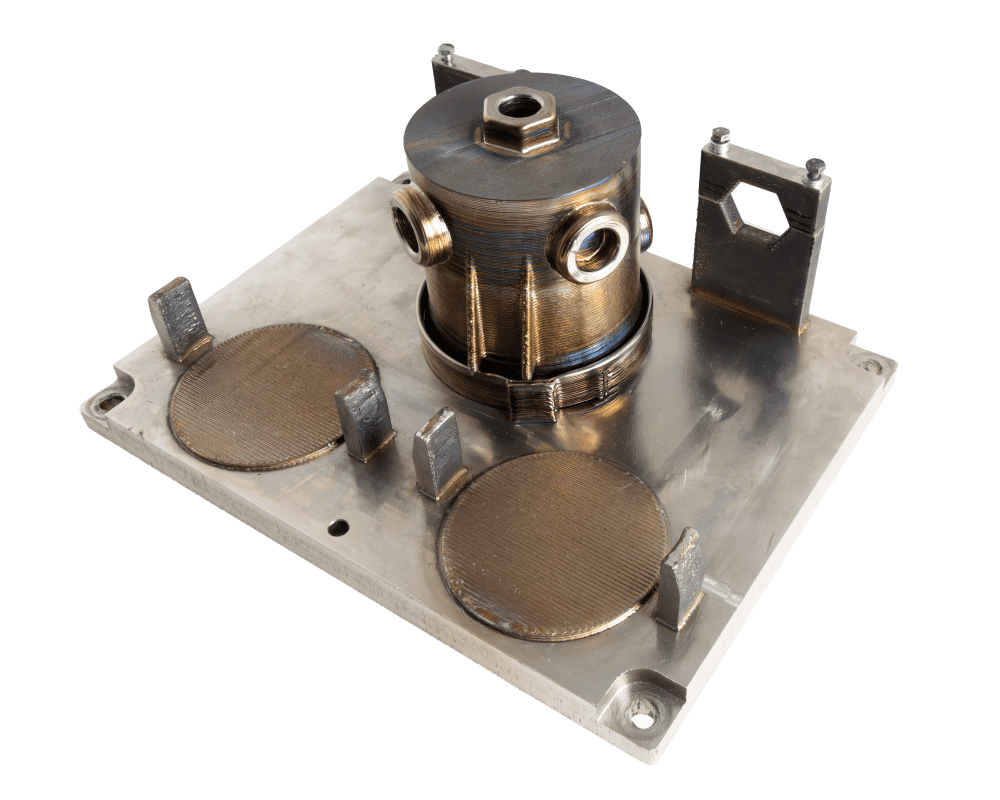
La réduction du poids des pièces produites est, elle aussi, une composante pouvant être mise en œuvre dans la production en série. Par exemple, un poids trop élevé peut affecter la fonctionnalité des outils d’alésage extérieur. En effet, une masse d’outil trop importante entraîne une inertie et limite par conséquent la vitesse de coupe. Pour cette raison, une économie de matière contribue à augmenter la productivité de l’outil, car il peut alors se déplacer beaucoup plus rapidement et avec une plus grande précision. Il est donc tout à fait possible d’améliorer la productivité, en particulier pour l’usinage d’arbres de petits diamètres.
Grâce à leur structure alvéolée spécialement développée, réalisée en fabrication additive, la masse des alésoirs extérieurs Mapal ainsi produits peut être réduite de plus de moitié par rapport aux alésoirs fabriqués de façon conventionnelle, permettant d’augmenter significativement les conditions de coupe et d’accroitre notablement les performances.
à propos de fabrication




les plus lus


à lire aussi