Post-traitement pour la production de série

Le post-traitement automatisé est la condition préalable à la production industrielle en série de l’impression 3D métal.
Le prochain développement logique en impression 3D métal est imminent : passer de la fabrication de pièces individuelles à la fabrication de séries. Cependant, avant d’arriver à fabriquer de manière reproductible de grandes quantités de pièces, des adaptations s’imposent ainsi que l’automatisation des principales étapes de production. Le post-traitement joue à cet effet un rôle décisif.
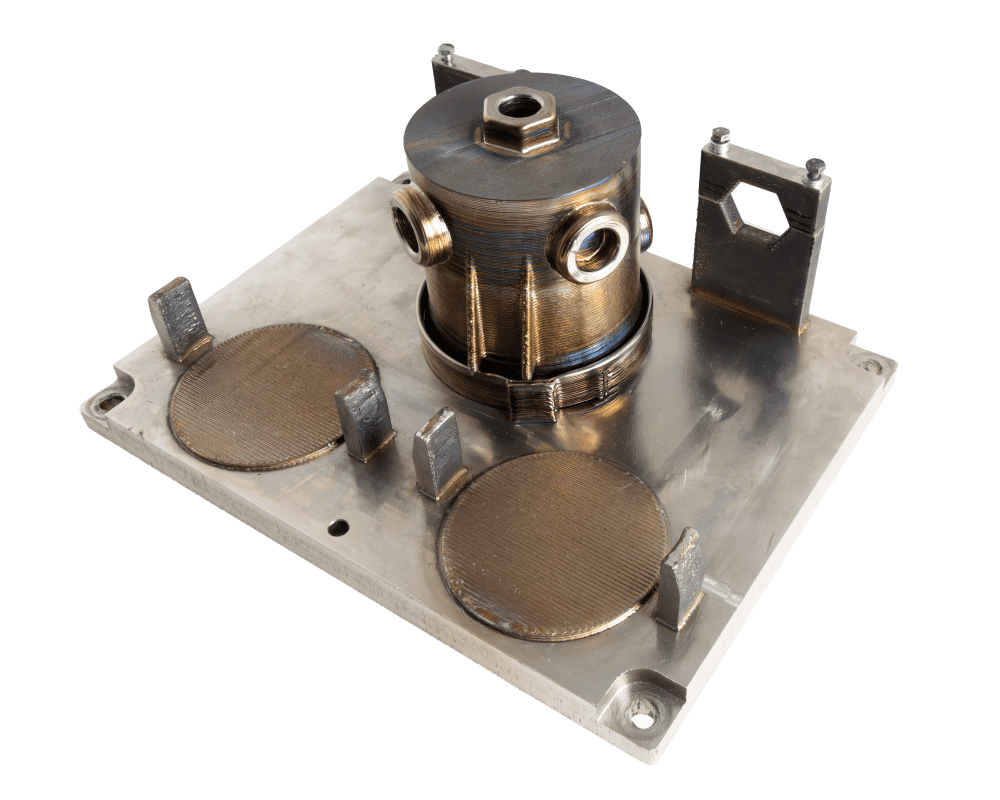
C’est justement dans l’exploitation de possibilités et libertés de design, lequel n’est plus assujetti aux limites de la fabrication traditionnelle, que l’impression 3D de pièces métalliques gagne indéniablement à être reconnue comme méthode de fabrication autonome. Les pièces métalliques imprimées ne sortant pas prêtes à l’emploi de l’imprimante, elles sont, la plupart du temps, fixées sur la plaque de base par des structures d’appui et doivent d’abord être désolidarisées de cette plaque. La fixation à la plaque sert également à compenser les tensions internes des pièces, qui surviennent pendant l’impression, principalement sous l’effet des différences thermiques dues au processus d’impression.
La pièce n’est desserrée qu’après avoir été soumise à un traitement thermique pour exclure tout risque de déformation. Les structures d’appui permettent avec le procédé d’impression par lit de poudre de fabriquer aussi certaines géométries, telles que les surplombs, les contre-dépouilles et les grandes cavités. On essaye certes de se passer, le plus possible, de structures d’appui, en choisissant un design adapté, cela limite toutefois, dans la majorité des cas, un des principaux avantages de l’impression 3D, la liberté de design.
Compression isostatique à chaud
Des restes de poudre, partiellement fondus à la surface de la pièce, restent collés à celle-ci. De la poudre peut aussi se déposer à l’intérieur des cavités. Et lorsque, par exemple, les orifices sont obturés par des structures d’appui, il n’est pas non plus facile de les vider.
Le post-traitement thermique peut également être complété par un apport concomitant de pression, appelé compression isostatique à chaud ou Hot Isostatic Pressing (HIP). Ce procédé a pour avantage de réduire les micropores restant dans le matériau et ainsi d’augmenter la densité de compactage de pièces imprimées, pour atteindre le plus souvent plus de 99%. La pièce est débarrassée de la poudre, traitée à chaud puis désolidarisée de la plaque. Les structures d’appui sont dans la majorité des cas retirées par procédés mécaniques : fraisage manuel, sectionnement à l’aide de pinces et de limes. La rugosité de la surface des pièces qui ne peut pas être exploitée au stade industriel est ensuite réduite par microbillage et polissage, sous quelle que forme que ce soit.
De nouveaux procédés de polissage mécanochimique à vibration font partie de ces procédés. Ils ont tous en commun le fait qu’ils ne permettent d’usiner ni les interstices ni les contre-dépouilles géométriques. Ils incluent par ailleurs de nombreuses étapes manuelles, parmi la chaîne de post-traitement. La chaîne de processus est discontinue, et ne peut donc pas être automatisée. Impossible donc de réaliser une production en grande série. Sans compter que certaines géométries intéressantes et avec elles la liberté de design de l’impression 3D en sont également exclues. La fabrication de pièces en grandes quantités requiert quant à elle une large part d’automatisation, des étapes de process parfaitement coordonnées et un degré élevé de traçabilité et de reproductibilité.
Verrouillage thermique
Le post-traitement est fortement tributaire de la pièce imprimée. Une des « interfaces définies et fermées » citées précédemment est le système de support de pièce. C’est là qu’intervient le système AM-Lock de pL Lehmann. Pour le post-traitement automatisé, tel que l’alésage de positionnement, le filetage, les surfaces de précision ou même seulement le mesurage de pièce après l’impression 3D, les pièces doivent pouvoir être séparées sans être désolidarisées de la plateforme de construction. C’est à cette condition seulement que le point zéro de la pièce est maintenu. Les pièces imprimées doivent pouvoir être canalisées suivant leur besoin individuel en matière de post-traitement. La désolidarisation de la palette de support doit, en outre, s’effectuer le plus tard possible pour obtenir un maximum d’efficacité et de précision.
Un système de serrage point zéro étant exposé à des conditions particulières dans le lit de poudre, il convient d’éviter la mécanique de mouvement courante. AM-Lock exploite la chaleur du process et satisfait cette exigence, grâce à un verrouillage thermique. Pour le post-traitement, de nombreux utilisateurs ont recours à des systèmes déjà connus. Un système de serrage point zéro et de support de pièce, compatible avec la fabrication additive, doit y être préparé. C’est pourquoi AM-Lock peut être facilement adapté à différents systèmes, sans que les pièces imprimées 3D soient désolidarisées de la plaque de support.
Plus globalement, pour que l’impression 3D de pièces métalliques devienne une technologie de fabrication industrialisée, il faudra prendre en compte l’ensemble de la chaîne de production. Du design en passant par la préparation des données, l’impression et les processus de post-traitement, la continuité logicielle des données, le transfert matériel des pièces, jusqu’à l’assurance qualité avec traçabilité. Il reste encore de nombreuses questions sans réponses, mais déjà aussi de très bonnes solutions. L’une d’elles est l’« hirtisation » sur AM-Lock.
à propos de




les plus lus


à lire aussi