Millturn M30, une histoire qui dure

Le constructeur WFL revient sur son célèbre tour-fraiseur multifonction qui n’a cessé d’évoluer.
On ne change pas une équipe qui gagne. Une expression qui colle à la peau du centre de tournage-perçage-fraisage Millturn, de WFL. Et l’histoire de cette machine, dévoilée il y a plus de 25 ans, continue. Tout a commencé quand le constructeur mettait en avant son premier tour-fraiseur équipé d’un porte-outil individuel pour le tournage, le perçage et le fraisage, avec axe B. « Bien que la construction actuelle n’ait plus grand-chose en commun avec sa version d’origine, la structure de base avec un banc incliné stable à 60° a été conservée jusqu’à aujourd’hui », rappelle l’entreprise autrichienne fondée en 1993. Le tour est doté d’une broche de tournage avec un entraînement à 37 kW et une transmission à deux vitesses ainsi qu’un axe C externe. « Cette construction remonte certes aux anciennes machines à banc incliné WNC de Voestalpine [une entreprise autrichienne de sidérurgie], mais elle est toujours utilisée même sur les derniers modèles Millturn M35, M40 et M50 avec des motorisations broches modernisés », souligne encore ce spécialiste des tours multifonctions, basé à Linz.
Si les premières machines de la série M30 disposaient d’un magasin à 24 emplacements, monté de manière fixe sur l’unité de fraisage et équipé d’un changeur d’outils automatique, depuis il a été remplacé par un magasin externe situé au-dessus de la broche de tournage à gauche, « beaucoup plus pratique à utiliser et d’une grande capacité pour l’époque, avec 48 emplacements au départ », rapporte WFL. Mais sa capacité a encore été augmentée jusqu’à 96 emplacements : en raison de l’augmentation des performances et des exigences de stabilité, la taille de l’attachement a été portée à HSK63 ou Capto C6 pour les modèles actuels. C’est une commande numérique Siemens Sinumerik 840 C qui est venue succéder à la 880T.
Groupe de refroidissement à compresseur
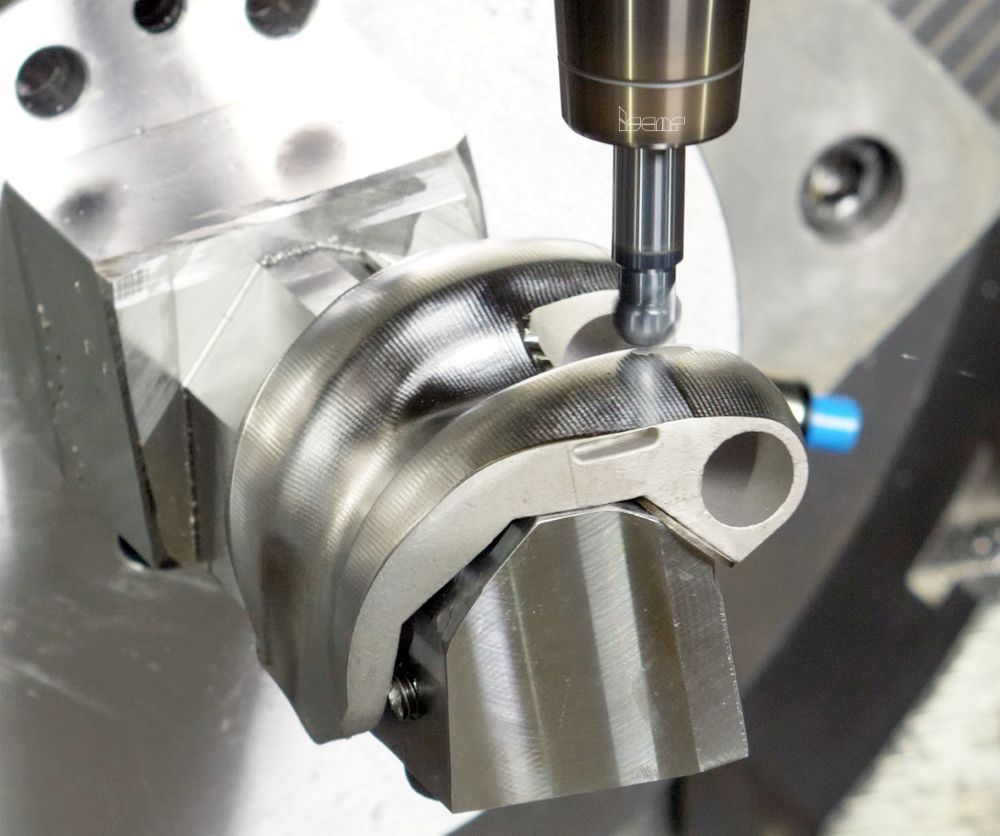
Une nouveauté à l’époque, l’utilisation d’un groupe de refroidissement à compresseur pour stabiliser la température de l’unité de tournage-perçage-fraisage. Grâce à cela, les ateliers équipés de tours Millturn M30 pouvaient réaliser de longues opérations de fraisage avec un rendement élevé. Toutefois, « les vitesses de rotation élevées en continu étaient le talon d’Achille de l’unité de tournage-perçage-fraisage, car la lubrification permanente à la graisse n’était tout simplement pas suffisante pour cela », note WFL, dont seuls les modèles plus récents, avec lubrification par brouillard d’huile, ont permis de mettre fin à cet inconvénient.
à propos de WFL Millturn Technologies





les plus lus
à lire aussi