Le tronçonnage sur l’axe Y

Selon Sandvik Coromant, les fabricants ont beaucoup à gagner de ce principe d’usinage, avec des gains « impressionnants » de productivité.
Avec l’avènement de la nouvelle technologie des lames et d’une nouvelle méthodologie de traitement, les fabricants ont beaucoup à gagner du tronçonnage sur l’axe Y sur les machines multifonctions et les centres de tournage. Parallèlement à une sécurité de process nettement améliorée, les gains impressionnants en termes de productivité et de durée de vie d’outil sont des avantages majeurs de cette percée industrielle notable.
La sécurité des process et la stabilité sont vitales dans la mesure où le tronçonnage est l’opération de tournage finale ; toute rupture de lame peut entraîner la mise au rebut de pièces. L’autre condition indispensable du tronçonnage est que les lames doivent être fines, afin d’économiser la matière et d’optimiser l’accessibilité de l’outil sur les grands diamètres. Les outils étroits souffrent toutefois d’un manque de stabilité qui se traduit par des vibrations et du bruit, ce qui compromet la précision et l’état de surface. Le tronçonnage sur l’axe Y avec les nouvelles lames CoroCut QD de Sandvik Coromant permet de surmonter ces problèmes, en augmentant la rigidité de la lame de 600% ou plus.
Un principe simple
Au fil du temps, l’axe Y est devenu une caractéristique standard dans presque toutes les machines multifonctions et une option dans de nombreux centres de tournage. L’ajout de l’axe Y dans les centres de tournage offre un angle de 90° entre les trois axes linéaires, d’une manière très similaire aux centres d’usinage trois axes.
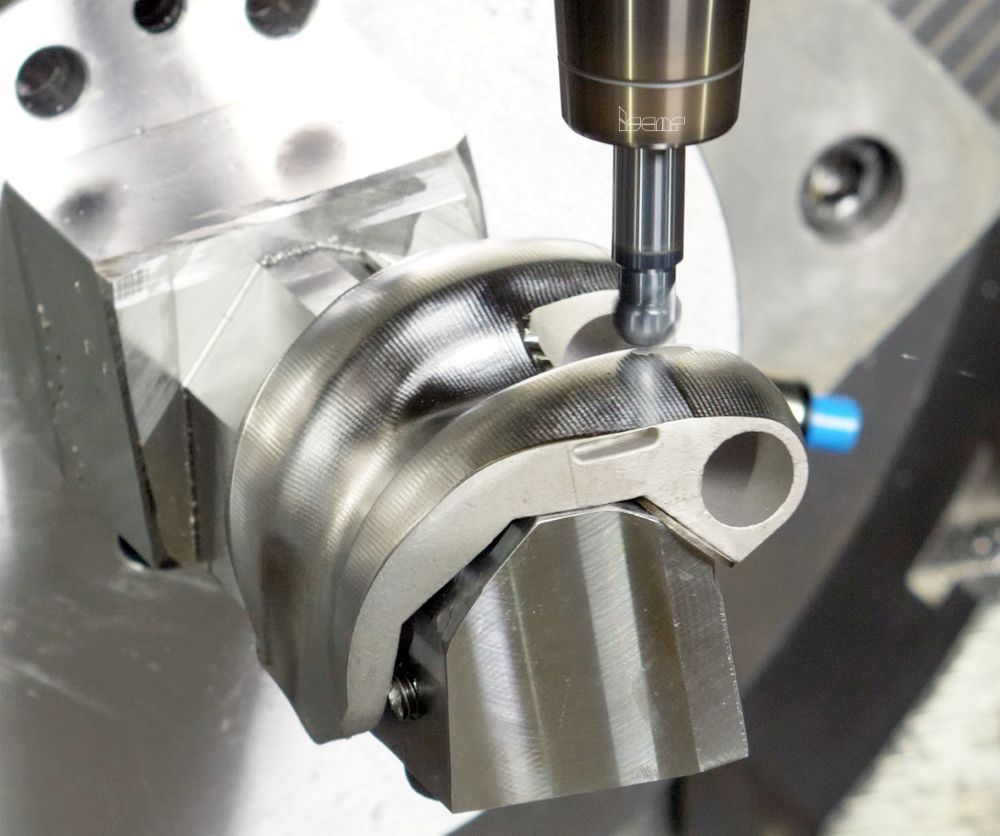
Le tronçonnage sur l’axe Y est fondé sur un principe assez simple. Alors que le tronçonnage conventionnel se fait sur l’axe X de la machine, l’approche sur l’axe Y utilise un outil pivoté de 90 degrés vers la gauche. Dans le tronçonnage conventionnel, la lame de tronçonnage, qui est relativement longue et mince, approche la pièce à un angle de 90 degrés. Ici, la force de coupe est subdivisée en deux vecteurs, où le vecteur tangentiel est environ deux fois plus grand que le vecteur d’avance. Le vecteur résultant est orienté dans la diagonale de l’outil à un angle d’environ 30 degrés sur la seconde partie la plus faible de celui-ci (seule la largeur de la lame est plus faible). Pour contrer ce problème, on réduit généralement la longueur de la lame et on augmente sa hauteur. L’inconvénient de cette approche est la réduction de l’utilisabilité de l’outil.
En tournant le logement de la plaquette de 90 degrés et en appliquant une avance dans le sens de l’axe Y, la lame CoroCut QD pénètre dans la matière de manière frontale et le vecteur de la force de coupe est dirigé dans le sens de l’axe le plus résistant de l’outil, sa longueur. L’analyse par éléments finis effectuée par les services de R&D de Sandvik Coromant montre que la distribution plus favorable des forces élimine les contraintes subies par les lames de tronçonnage conventionnelles, et augmente la résistance à la flexion à une profondeur de coupe maximum de 60 mm (2,36 pouces) de plus de six fois. En d’autres termes, les risques de déformation plastique et d’instabilité sont six fois moins élevés avec l’approche du tronçonnage sur l’axe Y.
Avantages du tronçonnage sur l’axe Y
Le gain de 600% de rigidité des lames autorise des avances beaucoup plus élevées et de plus grandes longueurs de porte-à-faux sans perte de stabilité. Avec de telles caractéristiques, il est possible de tronçonner les pièces plus près de la contre-broche, afin d’économiser la matière et d’améliorer la stabilité de l’opération. Dans cette approche, si la rigidité de la lame de tronçonnage et du porte-outil n’est plus un problème, la plaquette devient un goulot d’étranglement lorsqu’il s’agit d’augmenter la productivité. De manière générale, pour les barres de tronçonnage, il est recommandé de réduire le porte-à-faux (OH) ou, si cela n’est pas possible, d’utiliser une géométrie de coupe plus légère ou de réduire l’avance. La réduction de l’avance doit intervenir lorsqu’OH dépasse 1,5 fois la hauteur de la lame. Toutefois, dans le tronçonnage avec l’axe Y, il est possible de conserver de grandes longueurs de porte-à-faux, sans réduire l’avance, sans changer de géométrie de plaquette et sans modifier les dimensions de l’outil.
On ne compte plus le nombre de cas clients réussis impliquant des pièces allant des électrovannes aux boulons, en passant par les galets à roulements et les logements de pompe. Dans tous les cas, l’avance avec le tronçonnage sur l’axe Y peut être au moins doublée par rapport à la méthode existante, ce qui permet une augmentation de productivité de 100 à 200%, avec une augmentation de la durée de vie d’outil, allant jusqu’à 70%. Dans un autre essai chez un client montrant le potentiel des lames de tronçonnage pour l’axe Y sur des diamètres supérieurs, il a été possible de remplacer le sciage par le tronçonnage, pour une barre d’Inconel de 180 millimètres ; le gain de productivité obtenu était de 550%, car le temps de coupe était beaucoup plus court.
Exploitation des machines
Pour résumer, les clients peuvent tirer tout le potentiel de leurs machines multifonctions et centres de tournage CNC grâce à une meilleure utilisation de l’axe Y. Les centres de tournage sont utilisés pour les productions en grandes séries, à partir de barres qui font généralement jusqu’à 65 mm (2,56 pouces) de diamètre ; dans ces machines, le tronçonnage avec l’axe Y permet d’augmenter la productivité et d’améliorer les états de surface.
Dans les machines multifonctions, les lames de tronçonnage pour l’axe Y offrent une plus grande accessibilité, et permettent de tronçonner de plus grands diamètres. Des essais ont montré qu’il était possible d’augmenter la longueur de porte-à-faux de 50%, pour le tronçonnage d’une barre de 120 mm de diamètre, en appliquant l’avance maximum autorisée pour la plaquette. Un gain de productivité de 300% a été obtenu sans compromettre la sécurité de l’application.
Dans les machines multifonctions, les assemblés d’outils basés en général sur un adaptateur de lame Coromant Capto C6 ou HSK63T sont suffisamment longs pour atteindre l’espace entre la broche et la contre-broche. Par conséquent, le montage total est plus faible dans le sens de l’axe X que dans le sens de l’axe Y, qui correspond au sens de la longueur de l’assemblé et du prolongement de la broche machine. Des conditions similaires s’appliquent à beaucoup de centres de tournage équipés d’outils rotatifs sur l’axe Y. Les assemblés d’outils pour l’axe Y, qui sont généralement basés sur un adaptateur VDI ou sur un adaptateur à vis, pour une unité de serrage spécifique à la machine, sont assez longs et minces pour atteindre l’espace entre la broche et la contre-broche, et pour permettre le tronçonnage à proximité de la broche. Ici encore, le montage est plus faible dans le sens de l’axe X qu’en Y, en raison de la direction des forces de coupe dans l’axe de l’assemblé et de la tourelle. Le tronçonnage sur l’axe Y peut contribuer à éliminer ces deux problèmes.
Mise en œuvre
L’investissement dans l’outillage pour le tronçonnage avec l’axe Y représente avant tout une nouvelle approche des opérations de tronçonnage et des méthodes de travail. Ce processus apporte une amélioration importante dans l’exploitation des capacités des machines disposant d’un axe Y. Il peut aussi être un moyen d’augmenter la productivité de manière substantielle, dans des machines neuves ou lors de la modification du montage d’un process.
N’oublions pas que quasiment toutes les machines multifonctions et tous les centres de tournage pourvus d’un axe Y et d’un dispositif embarreur peuvent potentiellement exploiter le tronçonnage sur l’axe Y, et cela permet de réduire les stocks d’outils, car les besoins en lames de tronçonnage spécifiques sont réduits. Les autres avantages du tronçonnage sur l’axe Y sont qu’il nécessite un nombre de changements minimum par rapport aux configurations de production les plus répandues, l’utilisation d’un seul et même programme pour tous les composants, et la possibilité de gagner véritablement du temps, lorsque la pièce à usiner est fixée des deux côtés, dans la mesure où aucune autre opération n’est possible durant le tronçonnage.
à propos de fabrication



![[Edito] La mécanique de précision face au virage médical](https://www.machinesproduction.fr/wp-content/uploads/2026/06/edito-numero-medical.jpg)


les plus lus
à lire aussi