Un système de fraisage innovant pour l’usinage de dentures
Le nouvel outil de Horn, équipé de plaquettes de coupe éprouvées de type S279 et R/L 409, est d’une grande précision lors de la fabrication de pièces uniques et de petites séries.
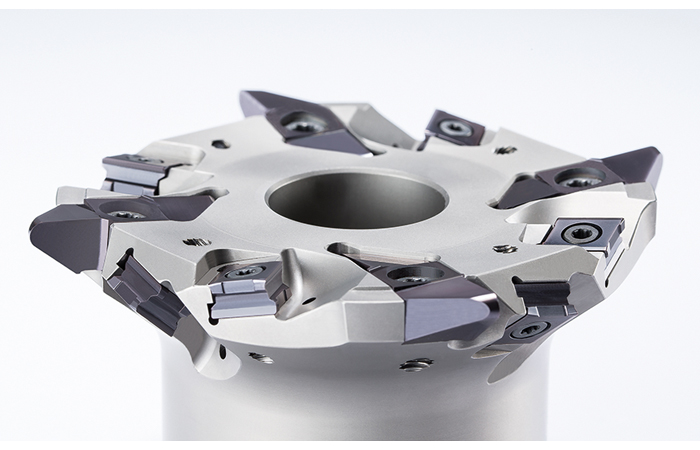
Paul Horn GmbH a développé un nouvel outil pour la fabrication de dentures cyclo-palloïdes selon Klingelnberg, le système de fraisage M279, dont les quatre plaquettes de coupe réversibles de type S279, vissées sur l’avant, avec un rayon d’angle de 2 mm, et huit plaquettes de coupe de type 409, à vissage tangentiel, forment « une symbiose ciblée avec les logements de plaquettes solides ».
Selon le carburier, la superposition des goujures les unes par rapport aux autres permet au système d’exécuter des coupes très profondes. Horn ayant configuré le corps de base d’outil au refroidissement intérieur ciblé sous la forme d’un porte-fraise, selon DIN 8030 A, avec un diamètre de coupe circulaire de 100 mm.
Le fabricant explique que le principe du système de fraisage M279 est la base de construction pour d’autres dimensions de module pour l’extension de système d’outil. « L’outil de fraisage innovant séduit par ses plaquettes de coupe éprouvées de type S279 et R/L 409, avec leurs logements de plaquettes solides, détaille-t-il. Egalement par sa grande précision et en particulier l’optimisation du temps, lors de la fabrication de pièces uniques et de petites séries. »
Avec le développement de la fraise M279, Horn étend sa gamme à la fabrication de dentures de diamètres 0,5 à 30 mm. Outre les fraises en carbure DS et le système à tête interchangeable DG pour l’usinage de finition des flancs de dentures, il propose également des solutions de dégrossissage, avec le système à avance rapide DAH. « S’y ajoutent, selon le cas, des solutions d’outil pour le mortaisage d’engrenages intérieurs et extérieurs », souligne-t-il.
Fraisage en cinq axes simultanés
Outil robuste avec plaquettes de coupe réversibles pour la coupe pleine sur machines de fraisage et de tournage, le système de fraisage M279 est également adapté pour l’usinage par fraisage en cinq axes simultanés, avec le logiciel gearMILL, de DMG Mori. « C’étaient les exigences du fabriquant leader mondial de machines-outils par enlèvement de copeaux », souligne Horn. Grâce aux tests effectués chez DMG Mori, à Pfronten (Allemagne), et aux ajustements des données de coupe, l’outil de fraisage permet un usinage convexe et concave des flancs de dentures, en fonctionnement simultané à cinq axes. L’angle de spirale pouvant mesurer entre 0° et 90°. Selon la firme de Tübingen, le module peut être sélectionné presque continuellement. Et de préciser que l’ouvrage d’essai était une couronne dentée en 17CrNiMo6 de module 7,6. La denture cyclo-palloïde selon Klingelnberg a été fabriquée avec Vc = 250 m/mn et Vf = 650 mm/mn, en coupe pleine, et les flancs de dentures avec Vf = 2 000 mm/mn.
à propos de fabrication






les plus lus
à lire aussi
![[Edito] La mécanique de précision face au virage médical](https://www.machinesproduction.fr/wp-content/uploads/2026/06/edito-numero-medical.jpg)






