Le power skiving pour sortir de l’immobilisme
lire plus tard
Outillage - Outils coupants
Par Patrick CAZIER Publié le
30/10/2023

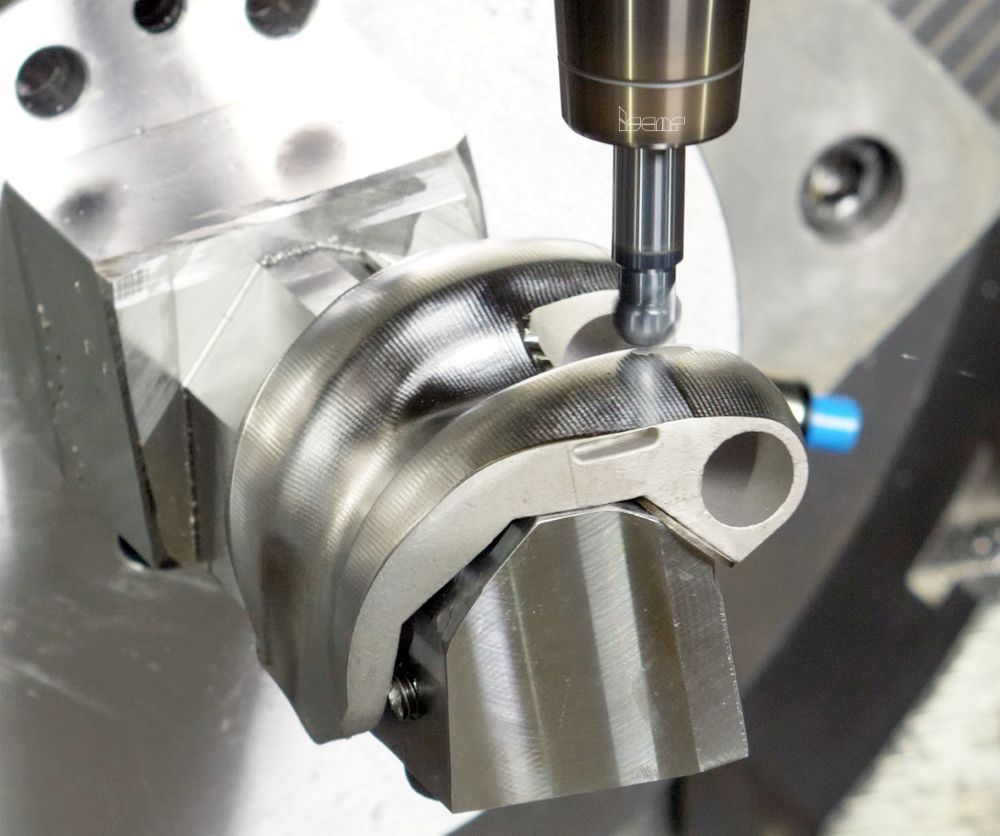
Les procédés de fabrication traditionnels ne sont plus toujours adaptés à la demande de productivité et de flexibilité. Le power skiving allié à l’utilisation de machines-outils récentes peut aider les constructeurs de véhicules électriques à proposer de la qualité et être plus compétitifs.
Le contrôle du nombre de tours par minute à l'aide des rapports est essentiel pour tous les types de véhicules, y compris les véhicules électriques. Toutes les transmissions des véhicules électriques sont à réducteur. Elles permettent de limiter la vitesse du véhicule pour le contrôler et moins consommer. Du fait qu'un moteur électrique est silencieux, tout bruit provenant de la transmission se remarque. Le premier objectif est donc d'éviter les bruits. C'est là que la qualité de l'usinage joue un rôle décisif : la transmission doit être aussi compacte, légère et silencieuse que possible. Les transmissions des véhicules électriques sont…contenu réservé aux abonnés
Abonnez-vous pour accéder
à tout le contenu Machines Production
Vous êtes déjà abonné ? Connectez-vous
Technicien dans l’âme avec pour objectif de trouver et partager l’information utile
à propos de fabrication

MACHINES PRODUCTION
La chaleur en milieu industriel impose de nouvelles obligations pour les entreprises
Outillage - Outils coupants
actualites



![[Edito] La mécanique de précision face au virage médical](https://www.machinesproduction.fr/wp-content/uploads/2026/06/edito-numero-medical.jpg)
MACHINES PRODUCTION
[Edito] La mécanique de précision face au virage médical
Outillage - Outils coupants
article

les plus lus
à lire aussi
-3D5Gabrasifaccouplement