Vis médicales : Mikron Tool baisse les temps de cycle
Le fabricant suisse a développé une solution clés en main qui diminue le temps d’usinage des empreintes six lobes des vis médicales.
Chaque année, l’industrie produit 900 millions de vis médicales avec une tendance croissante. La plupart de ces vis est produite sur des tours à poupées mobiles, le filet sur la broche principale, l’empreinte six lobes sur la contre-broche. Le dernier processus est, dans la plupart des cas, celui qui prend plus de temps et définit donc le temps du cycle.
Avec son programme Hexalobe, Mikron Tool propose une solution clés en main qui ne se limite pas à une offre d’outils, mais inclut aussi la meilleure stratégie pour leur emploi et les paramètres adaptés.
Les deux matières qui font le 90% de toutes les vis médicales, sont le titane grade 5 et les aciers inoxydables (surtout 316LM). Ils se distinguent nettement un de l’autre dans leur usinabilité. La différence est telle qu’une considération séparée des outils, ainsi que de la stratégie s’est révélée nécessaire. Surtout le titane avec son élasticité élevée demande une haute force de coupe, ce qui, à son tour, augmente la charge aux tranchants. Ainsi, la différence commence au choix du carbure.
Une stratégie bien étudiée fait partie du succès
Les deux matières sont à considérer distinctement aussi en ce qui concerne le processus d’usinage. Tandis que le fraisage du titane peut être effectué par interpolation hélicoïdale ou par fraisage latéral, Mikron Tool recommande uniquement le fraisage latéral pour les aciers inoxydables, même si ce processus demande plus de temps.
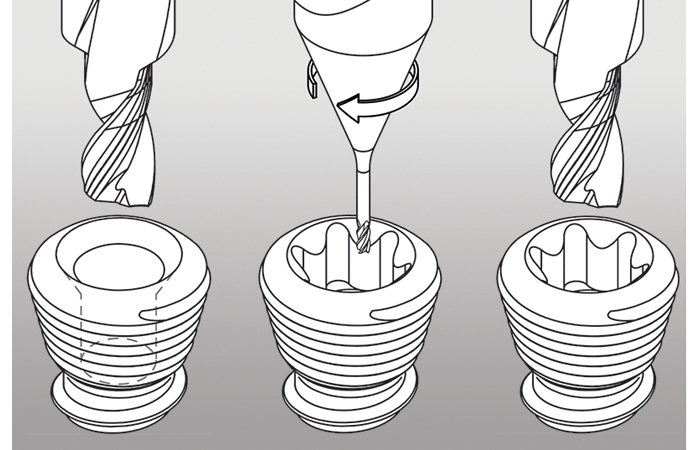
Une stratégie bien étudiée fait partie du succès, tout autant que les outils adaptés et doit être inclus dans le développement dès le début. Car la définition des outils dépend en grande partie de la façon qu’ils vont être utilisés. Différentes procédures ont été prises en considération, le plus efficace s’est montré celle qui en même temps demande le plus petit nombre d’outils : perçage, chanfreinage, fraisage de l’empreinte six lobes, puis débourrage final. D’autres stratégies, comme par exemple le préperçage des diamètres extérieurs et du centre, avec fraisage successif et débourrage, représentait des difficultés surtout pour l’usinage du titane en ce qui concerne la sécurité de processus des microforets.
Le processus de fraisage, dans la procédure sélectionnée l’opération la plus longue, peut être effectué par interpolation hélicoïdale (avec un pas maximal de 0,8 x D) ou par fraisage latérale (avec une avance axiale maximale de 0,5 x D). Chaque procédure a son avantage et son désavantage : l’interpolation hélicoïdale ne provoque qu’une légère charge latérale (Fx), puisqu’une force verticale (Fz) agit en même temps sur l’outil. Par contre, il faut compter avec une charge plus importante sure les angles de coupe, qui pour cette raison ont été renforcés par une géométrie adaptée. Généralement, cette procédure est plus fluide et aussi plus rapide. Avec le fraisage latérale (ou de paroi), la profondeur maximale est atteinte par plusieurs étapes, vu qu’à chaque tour on ne travaille que sur deux axes. L’avance radiale reste invariée pendant toute l’opération, par contre la charge radiale de la fraise est plus grande.
Foret combiné
Les quatre opérations (perçage, chanfreinage, fraisage et débourrage) peuvent être effectuées en trois passages avec deux outils : le foret combiné applique en un premier pas le perçage central ainsi qu’un chanfrein avec l’angle souhaité (standard de 120°), en arrivant tout de suite à une qualité de surface élevée (Ra de 0,2 µm, Rz de 0,8 µm). Après le fraisage de la forme définitive, le même outil est utilisé une autre fois pour le débourrage final. Ce dernier pas sert à atteindre une surface pratiquement sans bavure et avec une qualité excellente. La fraise avec trois ou quatre dents (selon le diamètre) est disponible en deux longueurs standard pour pouvoir usiner les profondeurs des empreintes Torx différentes selon le type de vis. Sa rigidité élevée permet un usinage avec des avances (ap et ae) élevées, tout en garantissant la précision des dimensions du profil. Deux facteurs sont responsables de la qualité de surface excellente : l’application d’une géométrie spéciale, ainsi que le fait de pouvoir travailler avec une avance axiale et un angle d’entrée élevés, donc de faire l’usinage complet en peu de passages.
À part un usinage efficace qui vise à rejoindre un temps d’usinage rapide et une longue durée de vie des outils, le résultat en termes de qualité est un facteur central. Les tolérances sont extrêmement serrées, et à respecter dans tous les cas pour maintenir, de la première à la dernière vis produite la précision, des dimensions du profil et la perpendicularité de la paroi de l’empreinte six lobes.
Ra de 0,2 µm
« Une procédure unique idéale pour tous les cas n’existe pas », c’est ce que confirme Alberto Gotti, directeur du développement chez Mikron Tool. « Même si ce concept offre à l’utilisateur un support important avec sa combination d’outils et de recommandations pour la stratégie et les paramètres, l’opérateur est néanmoins sollicité à trouver ‘‘son’’ équilibre entre un usinage efficace et la précision et qualité nécessaires. »
Les premières expériences faites avec les nouveaux outils CrazyDrill et CrazyMill Hexalobe sur un tour Sprint 32/8 de DMG Mori ont démontré que le temps du cycle peut être réduit du 50 au 60% comparé à d’autres outils recommandés et qu’il est possible d’atteindre une qualité de surface excellente (Ra de 0,2 µm) même en travaillant avec une avance élevée (0,03 mm/tour par dent). Un résultat prometteur !
à propos de fabrication




les plus lus


à lire aussi