Les perspectives de l’usinage électrochimique

Le Cetim de Saint-Etienne cherche à maîtriser cette technologie, pleine de promesse, notamment pour l’usinage des empreintes de moule de production.
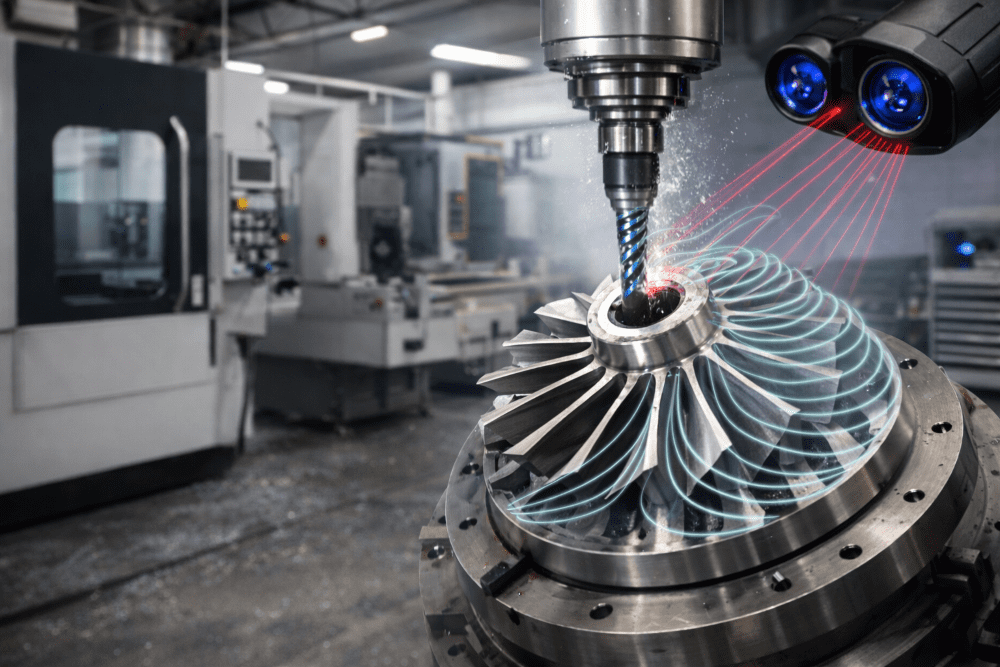
Le centre technique des industries mécaniques Cetim a acquis une machine d’usinage électrochimique de précision, la PEM 600 de Pemtec, que les industriels de la commission ‘‘moulistes’’ souhaitent évaluer, précisément sur des empreintes de moule de production. Pour le Cetim, il s’avère que l’usinage électrochimique par vibration et courant pulsé, avec un gap régulé, présente un intérêt certain et des perspectives intéressantes pour la fabrication de certaines empreintes de moules et d’outillages très durs et précis, pour la frappe à froid par exemple. Et le procédé mis au point par Pemtec comporte une électrode vibrante, un ‘‘gap’’ régulé et un courant continu pulsé entre l’électrode et la pièce à usiner. Ce qui a pour avantages de travailler avec une température d’usinage comprise entre 20°C et 50°C, donc sans aucune incidence thermique sur le matériau.
La PEM 600 présente une vitesse d’usinage pouvant aller de quelques microns en polissage à 2 mm/mn en ébauche, indépendamment de la surface à réaliser, selon le constructeur. La rugosité peut atteindre des Ra très faibles, signale le centre technique, qui ajoute que l’ébauche, la finition et le polissage se font en une seule opération.
Une alternative à l’électroérosion
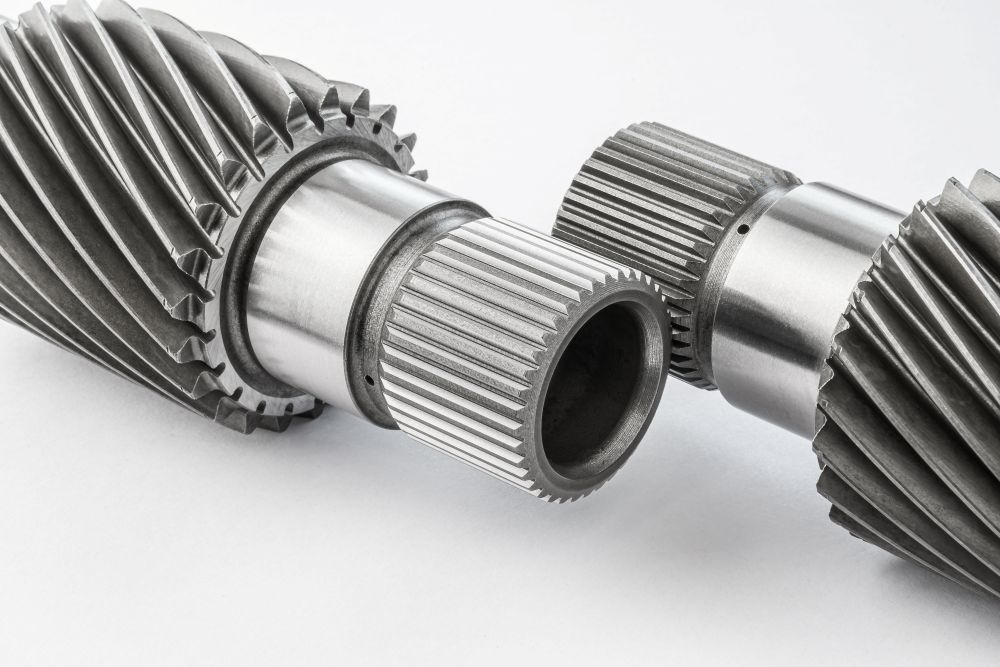
Le Cetim décrit le principe de l’usinage électrochimique de précision ou PECM : celui-ci repose sur la dissolution d’un matériau métallique polarisé servant d’anode (positif) dans un milieu électriquement conducteur. Il se passe alors une électrolyse avec dissolution ionique de l’anode (la pièce) après chaque impulsion électrique. La cathode (l’électrode) ne subit aucun enlèvement de matière, mais un gaz d’hydrogène apparaît. L’opération a lieu sans contact et sans influence thermique.
Il s’agit, selon l’organisme spécialisé dans l’innovation technologique, d’une alternative intéressante à l’électroérosion par enfonçage (EDM). Et d’expliquer : en amortissant l’électrode et les outillages sur de grandes séries, cette solution devient compétitive pour la réalisation d’outillages. L’état de surface est de bonne qualité et le polissage peut être fortement réduit tout en augmentant la durée de vie de l’outillage, souligne encore le Cetim.
Pour Stéphane Guérin, ingénieur dans les procédés de finition au Cetim de Saint-Etienne, de nombreux secteurs vont être concernés par cette technologie : l’automobile où les bavures pourront être supprimées, l’aéronautique avec l’usinage des matériaux difficiles, en respectant l’intégrité matière, le médical avec l’obtention de très bons états de surface directement.
à propos de





les plus lus
à lire aussi